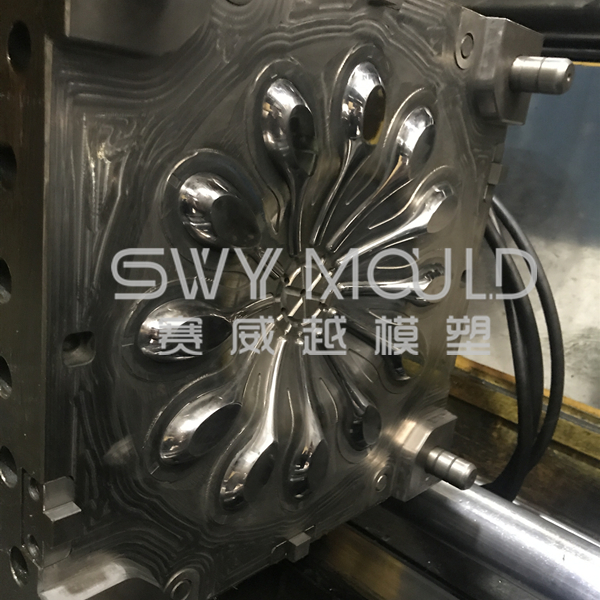
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Размер детали: в соответствии с дизайном заказчика, пересмотренным SWY
Материал детали: полиэтилен
Полость пресс-формы: 8
Сталь пресс-формы: P20H, HRC45
Тип бегуна: холодный бегун с большими воротами
Обработка: лазерная закалка на поверхности разъема
Время образца: 30 дней
Что такое бетонная пластиковая прокладка для лестницы?
Пластиковые прокладки для лестниц широко используются в строительстве из основного бетона. Пластиковый стул-лестница предназначен для бетонирования опоры под арматурную сетку и стержень. Существует множество различных размеров проставок для лестниц, чтобы удовлетворить различные требования здания.
Предоставьте нам свой образец пластиковых проставок для лестниц, SWY MOLD изготовит для вас вашу собственную форму.
![]()
Применение прототипа при изготовлении пресс-форм
1. Проверьте проектирование внешнего вида продукта.
Может воплотить идею дизайнера в физический образец с помощью определенного материала, цвета и поверхности. Это обеспечит более непосредственное знакомство с новым продуктом. И будет легче для дальнейшего обсуждения конструкции пресс-формы для литья под давлением, оценки и доработки.
2. Проверьте структуру дизайна
Прототип может проверить, применяется ли структура в качестве первоначальной дизайнерской идеи. И его можно собрать, чтобы проверить целесообразность конструкции, простоту эксплуатации и т. Д.
3. Снизить риск развития
Мы можем выяснить нерациональность проектирования и пересмотреть до запуска пресс-формы, чтобы сэкономить затраты на модификацию и время после изготовления пресс-формы для литья пластмасс под давлением.
4. Получить быстро готовый образец для продвижения
Изготовление прототипа займет меньше недели, поэтому многие компании, производящие пресс-формы для литья пластмасс, хотели бы продемонстрировать свою идею покупателю с помощью прототипа, чтобы получить фактический заказ. Если продукт недоступен для рынка, они могут быстро принять решение двигаться дальше или перейти к другому проекту.
Наш заказчик предоставляет нам свой дизайн, мы проверяем возможность его реализации и изготавливаем для него прототип для проверки грузоподъемности. После того, как образцы подтверждены, мы начинаем изготавливать пластиковые формы для распорок лестниц.
Испытание пресс-формы перед литьем под давлением в больших объемах
Неправильная конструкция формы для литья под давлением часто приводит к различным дефектам готовых пластмассовых изделий. Прежде чем модифицировать форму для литья под давлением, сначала проведите испытание формы и оцените, оптимизируйте конструкцию формы для литья под давлением и параметры процесса литья под давлением, обычно можно добиться удвоенного результата с половиной усилий при соблюдении требований высокого качества для литья под давлением большого объема.
Дефекты большинства изделий из пластика, полученных литьем под давлением, возникают на этапах пластификации и литья под давлением, но иногда они также связаны с неправильной конструкцией формы для литья под давлением. Возможные факторы, вызывающие дефекты изделий, включают количество полостей, конструкцию системы холодного/горячеканального литника, тип литника, положение и размер, структуру самого пластикового изделия и т. д. Поэтому, чтобы избежать дефектов изделия, вызванных конструкцией литьевой формы, нам для анализа конструкции формы для литья под давлением и параметров процесса литья под давлением перед литьем под давлением в больших объемах, чтобы избежать больших экономических потерь.
После получения результатов испытания пресс-формы инженерам по литьевой пресс-форме обычно необходимо оценить конкретные условия пресс-формы, чтобы избежать ненужных затрат и времени в процессе модификации пресс-формы. В большинстве случаев эта оценка также включает настройку параметров машинного процесса. То есть, чтобы компенсировать недостатки конструкции пресс-формы для литья под давлением, изготовитель пресс-формы для литья под давлением мог сделать неправильную настройку, не зная об этом.
В этом случае производственный процесс оборудования не является нормальным, поскольку диапазон настройки параметров, необходимых для производства качественного пластикового изделия, очень мал. Как только в настройке параметров возникает небольшое отклонение, качество конечного пластикового изделия может выйти за пределы допустимого диапазона погрешностей, и в результате фактическая стоимость литья под давлением будет намного выше, чем у предшествующей оптимизации пресс-формы.
Испытание формы предназначено для оптимизации параметров процесса литья под давлением и конструкции формы для литья под давлением. Таким образом, даже при любых изменениях в материалах, настройках машины или окружающей среде также может быть обеспечена стабильная и бесперебойная среда литья под давлением большого объема, а не только для получения хорошего образца. Этот момент очень важен.
Каждая пресс-форма, изготовленная SWY, будет проверена перед отправкой. Только убедитесь, что каждая деталь в порядке, мы сообщим клиентам, что они могут организовать доставку.
Термическая обработка в производстве пресс-форм для литья под давлением
Чтобы сделать форму для литья под давлением точной и качественной, при производстве литья под давлением формы для литья под давлением нагреваются. Это может не только повысить точность форм для литья под давлением, но также улучшить качество и точность деталей, отлитых под давлением. SWY MOLD делится мерами предосторожности в отношении термической обработки пластиковых форм для литья под давлением с производителями продукции.
1. Процесс ковки
Это важный участок в производстве рабочих частей пресс-формы для литья пластмасс под давлением. Для пресс-форм для литья под давлением из высоколегированной инструментальной стали обычно предъявляются технологические требования к металлографической структуре, такие как распределение карбида в материале. Кроме того, следует строго контролировать диапазон температур ковки, следует установить правильную спецификацию нагрева, следует использовать правильный метод силы ковки, а также следует проводить медленное охлаждение или своевременный отжиг после ковки.
2. Предварительная термообработка
В зависимости от материала формы рабочих частей пресс-формы для литья под давлением следует использовать различные процессы предварительной термообработки, такие как отжиг, нормализация или закалка и отпуск. Высокоуглеродистая легированная сталь для пресс-форм может устранить сетчатый вторичный цементит или цепной карбид после надлежащей предварительной термообработки, так что карбид сфероидизируется и очищается, а также повышается равномерность распределения карбида. Это выгодно для обеспечения качества закалки и отпуска и увеличения срока службы пресс-формы.
3. Закалка и отпуск
Это ключевое звено в термической обработке пресс-формы. Если при закалке и нагреве возникает перегрев, то это не только вызовет повышенную хрупкость заготовки, но и вызовет деформацию и растрескивание при охлаждении, что серьезно повлияет на срок службы пресс-формы.
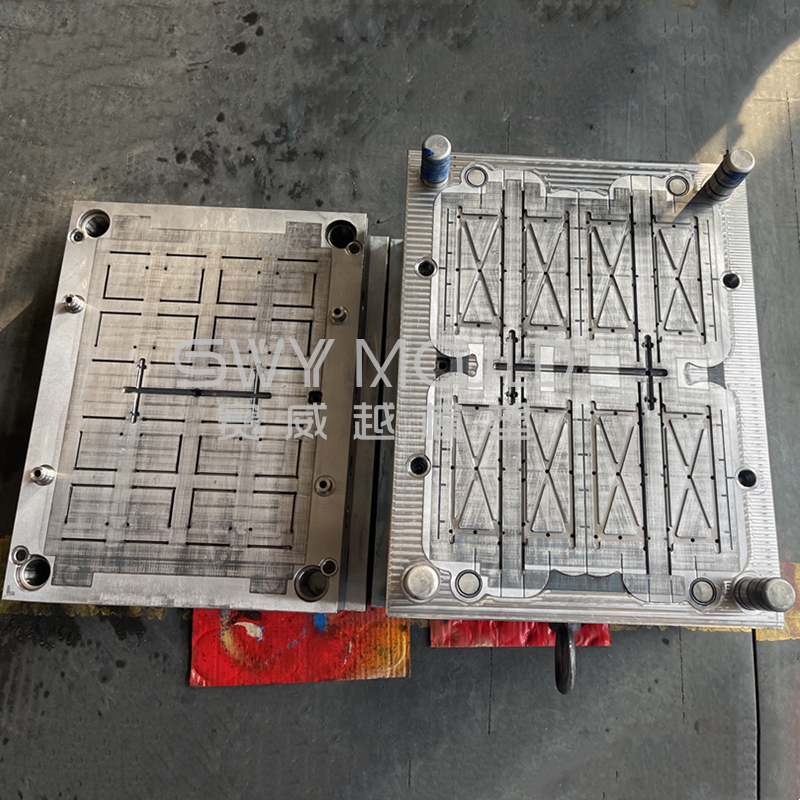
Вот термообработка пресс-формы для литья под давлением бетонной пластиковой лестницы:
4. Отжиг
Отжиг для снятия напряжения следует проводить после обработки пластиковой формы для литья под давлением. Цель состоит в том, чтобы устранить внутреннее напряжение, вызванное грубой обработкой, чтобы избежать чрезмерной деформации и растрескивания, вызванных закалкой. Для пластиковых форм с высокими требованиями к точности необходимо подвергать снятию напряжения и отпуску после шлифовки или электрической обработки, что полезно для стабилизации точности формы и увеличения срока службы формы.
Термическая обработка пластиковой формы особенно важна для компаний, занимающихся литьем под давлением. Однако не каждый завод по литью под давлением может выполнить его стандартным способом. Мы являемся производителем литья пластмасс под давлением, расположенным в Хуанъянь, Тайчжоу, Китай, и предоставляем комплексные услуги по литью пластмасс под давлением. Если ваш продукт находится на стадии концепции, вы можете связаться с нашим SWY MOULD, инженеры SWY предложат вам лучшее решение, порекомендуют наиболее подходящие материалы и помогут вам занять лидирующие позиции на рынке.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.