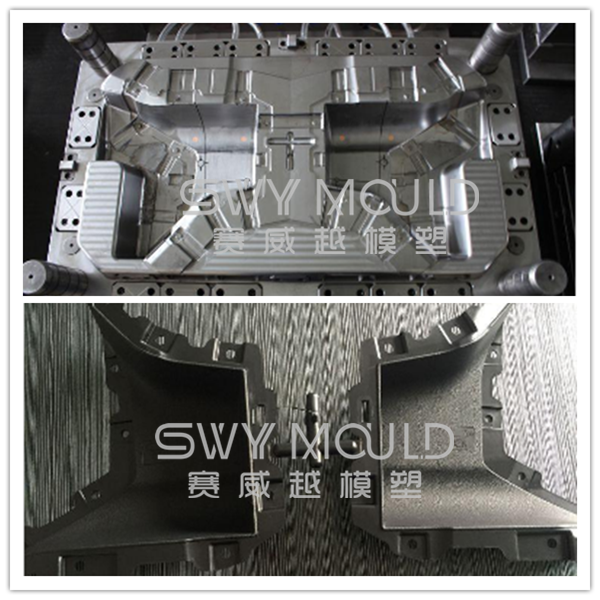
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





Всего две формы
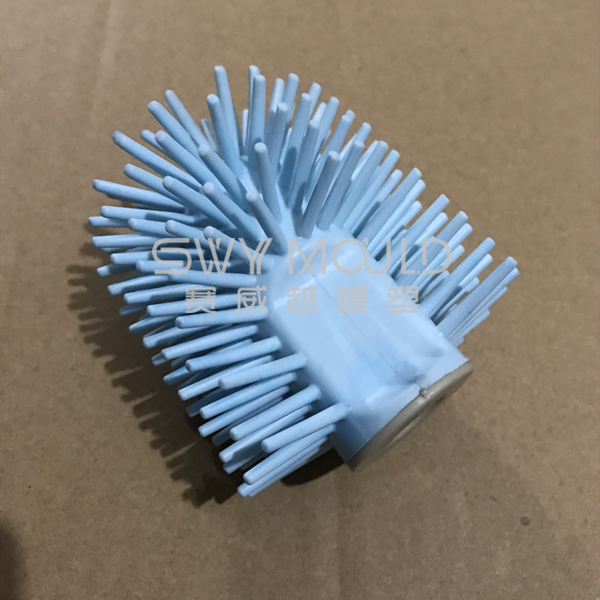
Внутренний материал кисти: ПП
Внешний материал кисти: ТПУ
Размер: диаметр-75 мм
Высота-95мм
Сталь пресс-формы: 718
Сталь литейного стержня: 718
Основание пресс-формы: C50
Полость пресс-формы: 4 полости для детали из полипропилена
1 полость для детали из ТПУ
Бегун: холодный бегун
Грузоподъемность машины: 80 т
Сырье ТПУ
Термопластичный полиуретан (ТПУ) - это перерабатываемый в расплаве термопластичный эластомер с высокой прочностью и гибкостью.
TPU обеспечивает большое количество комбинаций физических и химических свойств для самых требовательных приложений, таких как автомобилестроение, провода и кабели, воздухопроницаемые пленки для отдыха, спорта и текстильные покрытия, погодоустойчивые, не желтеющие пленки и т. Д. Он имеет свойства между характеристиками из пластика и резины. Благодаря своей термопластической природе, он имеет ряд преимуществ по сравнению с другими эластомерами, которым не могут соответствовать, например:
1. Отличная прочность на разрыв,
2. Высокое удлинение при разрыве и
3. Хорошая несущая способность.
На что следует обратить внимание при проектировании пресс-форм из ТПУ
1. Усадка формованных деталей из ТПУ.
На усадку влияют твердость, толщина, форма, температура формования, температура формы и другие условия формования. Обычно диапазон усадки составляет 0,005-0,020 см / см. Например, прямоугольный образец размером 100 × 10 × 2 мм сжимается в направлении длины литника и потока, а твердость 75A в 2-3 раза превышает твердость 60D. Твердость и толщина TPU влияют на скорость усадки. Когда твердость TPU составляет от 78 до 90 A, усадка уменьшается с увеличением толщины. Когда твердость находится между 95A и 74D, степень усадки немного увеличивается с увеличением толщины.
2. Хорошая проходимость и холодная канавка.
Основной проточный канал - это часть проточного канала, которая соединяет сопло инжектора с проточным каналом или полостью в форме. Диаметр должен быть увеличен внутрь на угол более 20, чтобы облегчить удаление русловой растительности. Шунтирующий канал - это канал, соединяющий основной канал и каждую полость в пресс-форме с несколькими канавками. Расположение канала на кристаллизаторе должно быть симметричным и равноудаленным. Проточные каналы могут быть круглыми, полукруглыми или прямоугольными, диаметром 6-9 мм. Поверхности рабочего колеса должны быть отполированы, как полости, чтобы уменьшить сопротивление потоку и обеспечить более быстрое наполнение.
Холодный колодец - это пустое пространство в конце основного потока (удлинительный желоб), которое используется для улавливания холодного материала, образующегося между двумя впрыскивающими прорезями на конце сопла, чтобы предотвратить попадание шунтирующего желоба или затвора и его блокирование. холодный материал. Когда холодный материал подмешивается в полость формы, легко возникает внутреннее напряжение продукта. Диаметр холодного канала составляет 8-10 мм, а длина - около 6 мм.
3. Ворота и вентиляционное отверстие
Затвор - это бегунок, соединяющий основной или шунтирующий бегунок с полостью. Его площадь поперечного сечения обычно меньше, чем проход бегуна, который является самой маленькой частью бегунковой системы, и его длина должна быть короткой. Калитка бывает прямоугольной или круглой формы, а размер увеличивается с толщиной изделия. Толщина изделия менее 4 мм, диаметр - 1 мм; Литник должен иметь толщину 4-8 мм и диаметр 1,4 мм. Толщина ворот превышает 8 мм, а диаметр составляет 2,0-2,7 мм. Положение ворот обычно выбирается на самой толстой части продукта, которая не зависит от внешнего вида и использования и находится под прямым углом к форме, чтобы предотвратить усадку и избежать спиралевидного движения.
Вентиляционное отверстие или вентиляционное отверстие представляет собой желобчатое выходное отверстие для воздуха, которое открывается в пресс-форме для предотвращения попадания расплавленного материала в пресс-форму в газ и отвода газа из полости пресс-формы. В противном случае продукт может иметь поры, плохое сплавление, недостаточное наполнение или газовую ловушку или даже выгорать из-за высокой температуры, вызванной сжатием воздуха, что приведет к внутреннему напряжению продукта. Выпускное отверстие может быть установлено в конце потока расплава в полости формы или на линии разделения пластмассовой формы глубиной 0,15 мм и шириной 6 мм.
Необходимо максимально равномерно контролировать температуру штампа, чтобы избежать коробления и скручивания деталей.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.