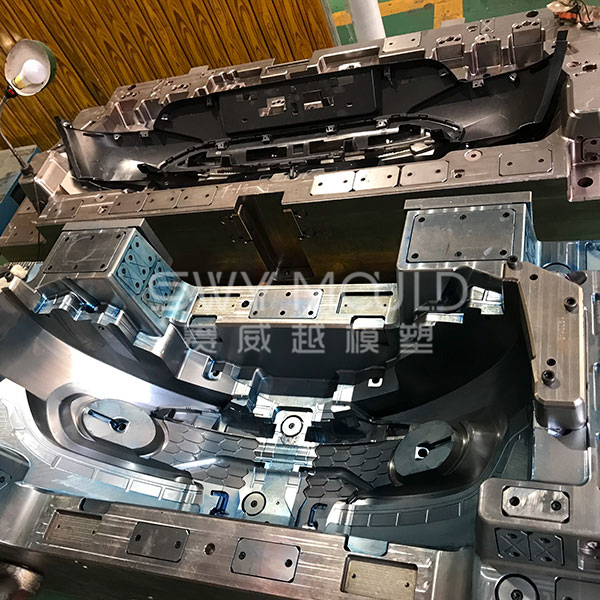
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

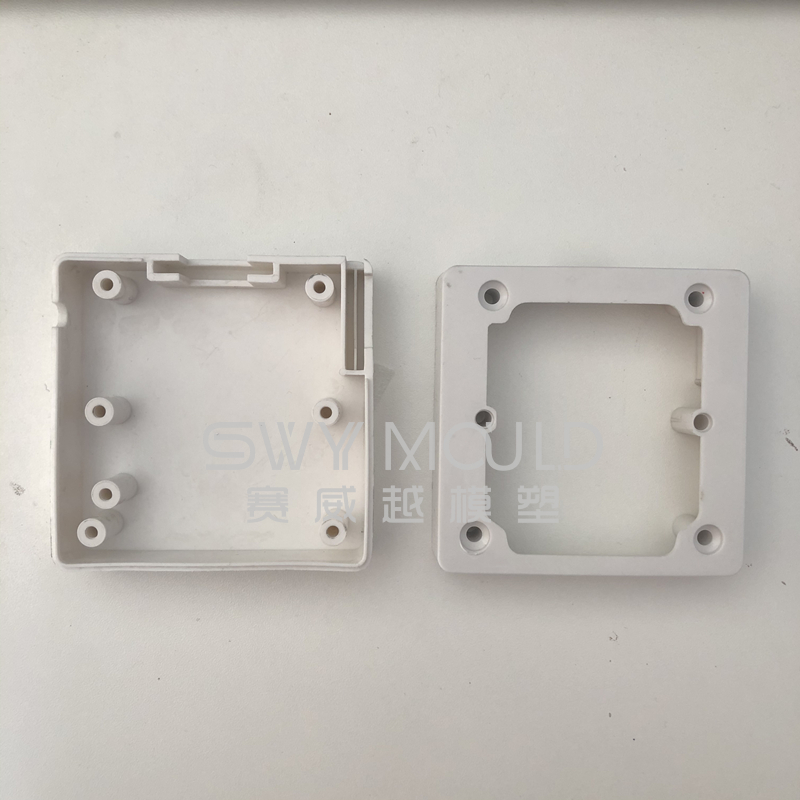
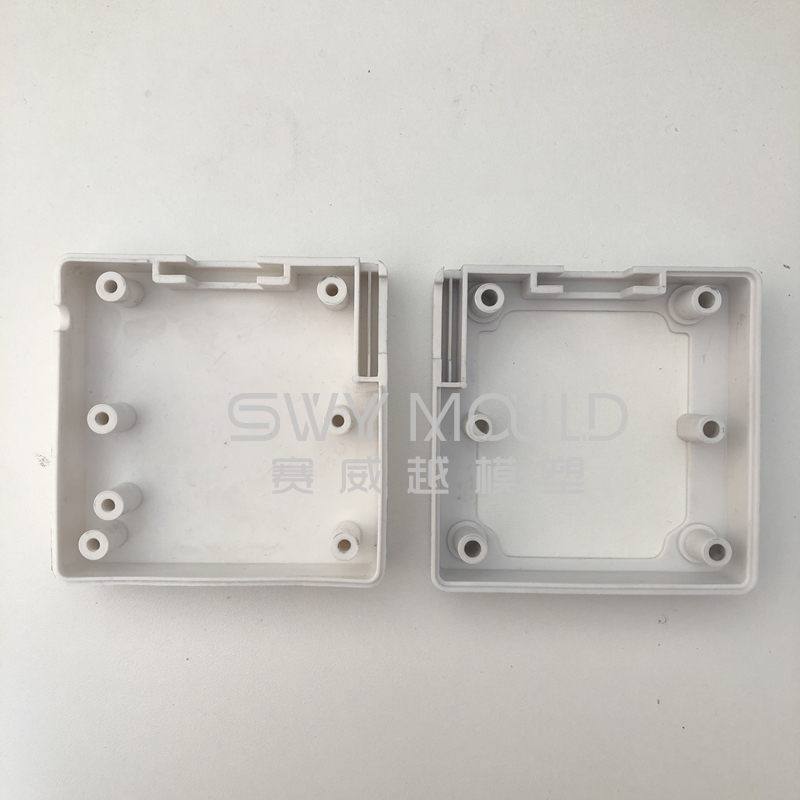


Используется для пластиковой панели электрических розеток, розетка будет использоваться в заводских путях автобусного пути.
Массовое производство и обслуживание SWY MOLD
Пластиковая смола: ПВХ
Сталь пресс-формы: 718H
Основание пресс-формы: P20
Полость формы: 2 + 2
Срок выполнения: 45 дней
Какой путь к автобусному пути?
Track busway в настоящее время является ведущей в отрасли системой распределения электроэнергии для центров обработки данных / критически важных рынков, розничной торговли, промышленности и высшего образования - или для любого объекта, где требуется гибкое энергоснабжение. Электрический провод будет храниться в рельсовом проходе, когда вам нужно использовать розетку, вам нужно только переместить розетку, и не нужно помещать электрический провод над землей. Есть автострады со стальными путями и автобусы с пластиковыми путями, стальные дороги дороже. SWY MOLD может изготовить для вас пластиковые направляющие, мы изготовим пластиковые формы для литья под давлением, и, если вам нужно, мы также производим массовое производство для вас, как для этого клиента.

Услуги массового производства в SWY MOLD
SWY MOLD - это производитель пластиковых изделий для литья под давлением с полным спектром услуг в индивидуальном производстве. С нашими опытными мастерами и наладчиками мы можем добиться оптимального выхода продукции за минимальное время. Ваш продукт формируется в соответствии с вашими требованиями и проходит через наш отдел контроля качества, чтобы гарантировать точность и качество в любое время. Для вашей продукции существуют машины для литья под давлением различной вместимости, а также SWY предоставляет услуги по ремонту и обслуживанию пресс-форм для литья пластмасс под давлением на месте.
Наши клиенты позволяют нам настраивать пресс-форму и затем массовое производство. Каждый месяц мы будем присылать им определенное количество товаров. Мы можем предоставить различные методы упаковки для различных нужд контрольного или массового производства в соответствии с потребностями клиента.
Если вы хотите продавать собственные изделия из пластика, но у вас больше нет денег на покупку термопластавтоматов для пластика. Это не беда, SWY MOLD поможет вам, мы изготовим для вас пластиковые формы и произведем их серийно. Вам нужно только продать больше товаров, мы предоставим вам достаточно товаров.

Точки процесса литья под давлением из ПВХ-пластика
ПВХ, то есть поливинилхлорид, представляет собой многокомпонентный пластиковый материал, который часто применяется в виде гранул. В дополнение к ранее упомянутому порошку ПВХ-смолы необходимы некоторые другие компоненты, например добавление пластификатора для улучшения его текучести, добавление стабилизатора для улучшения его термической стабильности, добавление смазочного материала для улучшения характеристик отделения формы, а также наполнителей, красителей и связующих веществ. Благодаря разным пропорциям различных компонентов, таким образом, создаются гранулы ПВХ с разными механическими свойствами и разной твердостью, которые обычно имеют рейтинг IP. ПВХ бывает двух основных форм: жесткого и гибкого.
Здесь SWY расскажет вам о технологических процессах литья под давлением из ПВХ.
1. Сушка
Из-за наличия ионов хлора материал ПВХ незначительно впитывает влагу, поэтому перед началом производства его необходимо высушить при температуре 75–90 ℃ в течение примерно 1,5–2,5 часов.
2. Температура плавления.
Температура плавления - один из важнейших параметров процесса переработки ПВХ. При неправильной настройке может произойти разложение материала. ПВХ - аморфный полимер, не обладающий четкой температурой плавления. Обычно он плавится при нагревании до 120 - 145 ℃, но он способен выделять пары хлористого водорода (HCl) при температуре ниже 150 ℃ и выделять большое количество HCl при нагревании до 180 ℃. Поскольку он выделяет ядовитый газ во время процесса литья под давлением, перед началом процесса требуется много термостабилизаторов. Диапазон регулировки температуры впрыска довольно узкий. Во время литья пластмасс под давлением обычно используется температура от 140 до 160 ℃; иногда температура может достигать 190 ℃, но время впрыска следует выдерживать в пределах 20 минут, иначе материал сильно разложится. Поскольку температура впрыска материала близка к температуре разложения, во время впрыска температура должна поддерживаться как можно ниже, а цикл впрыскивания как можно короче, чтобы минимизировать время нахождения материала в цилиндре.
Параметры температуры материала - фаза I: 160 - 170 ℃, фаза II: 160 - 165 ℃, фаза III: 140 - 150 ℃. Из-за своей плохой термостойкости ПВХ выделяет хлористый водород (HCl) при слишком долгом нагревании в бочке, в результате чего пластик становится желтым или черными пятнами на поверхности продукта. Кроме того, HCl может разрушать полость, поэтому мертвые углы полости пресс-формы и головки машины необходимо часто очищать.
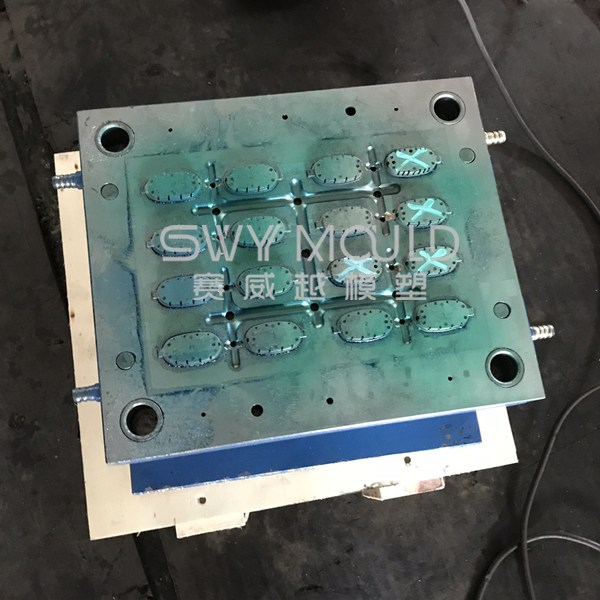
3. Температура пресс-формы
Поддерживайте температуру пресс-формы как можно более низкой (обычно температура пресс-формы поддерживается в пределах 30-45 ℃), сокращайте цикл впрыска и уменьшайте деформацию продукта после выброса для деталей небольшого размера, используйте калибратор и контроллер усадки для исправления и контроля деформации, когда необходимо.
4. Бегун и ворота
ПВХ отличается плохой текучестью, поэтому заслонка формы и желоб должны быть как можно большими, короткими и толстыми, с толщиной стенки изделия более 1,5 мм, чтобы минимизировать потерю давления и как можно быстрее заполнить полость. В целом, более целесообразно применять высокое давление и низкую температуру (давление впрыска более 200 МПа, противодавление от 0,5 до 1,5 МПа, давление выдержки составляет 20% - 30% от давления впрыска).
Расплав ПВХ отличается высокой вязкостью и малым соотношением длины потока к толщине, поэтому тонкостенные изделия могут быть недостаточно наполнены. Поэтому размеры ворот и бегунков должны быть минимизированы. Степень усадки составляет 4 ‰, а предельное значение перелива - 0,05 мм. Если предполагается изготовление малогабаритных деталей, то лучше выбрать точечный затвор или вспомогательный затвор; для более толстых деталей лучше использовать вентиляторные ворота. Минимальный диаметр точечной заслонки или вспомогательной заслонки составляет 1 мм, а толщина заслонки вентилятора не должна быть меньше 1 мм.
5. Прочие факторы
Давление нагнетания может достигать 150 МПа; давление выдержки может достигать 100 МПа. Скорость впрыска: необходимо использовать соответствующую скорость впрыска, чтобы избежать разложения материала.
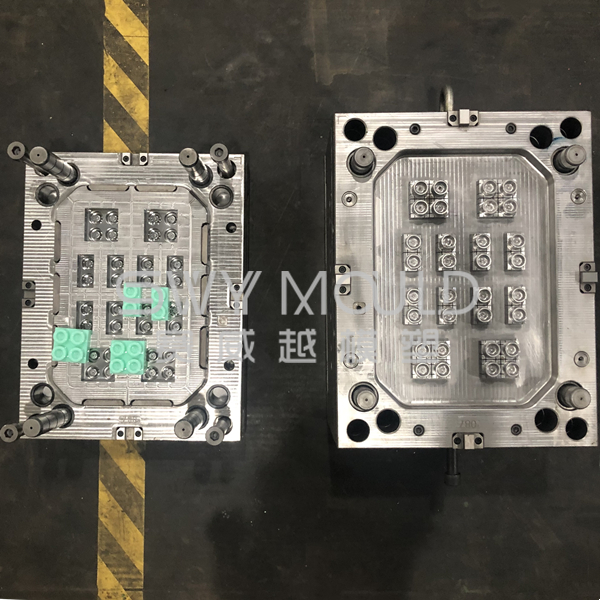
Основание пресс-формы пластиковой пресс-формы для панели разъема автобуса грузовика
Основание пресс-формы - это исчерпывающее название, используемое для деталей, содержащих полость для литьевой пресс-формы для пластика, а также служит для непосредственной установки пресс-формы на машину для литья пластмасс под давлением.
Основание пресс-формы представляет собой набор деталей, составляющих внешнюю периферийную часть пресс-формы для литья пластмасс под давлением, и состоит в основном из следующих частей:
1. Фиксированная половинная стопорная пластина
2. Фиксированное основание полуформы
3. Подвижная пластина полуформы
4. Дистанционные блоки
5. Пластина выталкивателя (вверху)
6. Пластина выталкивателя (нижняя)
7. подвижная половина стопорной пластины
8. Пластина съемника бегунка (в случае конструкции из 3 пластин).
Хотя ранее составные части пресс-формы все проектировались и производились в соответствии с требованиями, стандартные пресс-формы в последнее время получили более широкое распространение и используются во всем мире. Что касается пресс-форм большого размера или пресс-форм небольшого размера, то даже в настоящее время они разрабатываются индивидуально для каждой формы.
Хотя стандарты для основ пресс-форм были подготовлены в Японии в метрических единицах, они все еще готовятся в дюймах в США. В Европе, как и в Японии, принято готовить их в метрических единицах.
Для изготовления опалубки чаще всего используются следующие два типа конструкций:
1. 2-пластинчатая конструкция
2. Трехпластинчатая конструкция.
Выбор между этими двумя структурами определяется методом используемого гейта. При использовании точечной конструкции затвора всегда используется конструкция (2). В случае боковых ворот или туннельных ворот обычно используется конструкция (1).
Материалом для составных частей основы пресс-формы обычно является углеродистая сталь для машиностроения (S55C, 220C и т. Д.), Которая чаще всего используется в незакаленном состоянии. В специальных областях применения иногда используется предварительно закаленная сталь, нержавеющая сталь или алюминиевый сплав. Основа пресс-формы, используемая в сочетании с дополнительными частями, такими как направляющие штифты, направляющие втулки, возвратные штифты и т. Д.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.