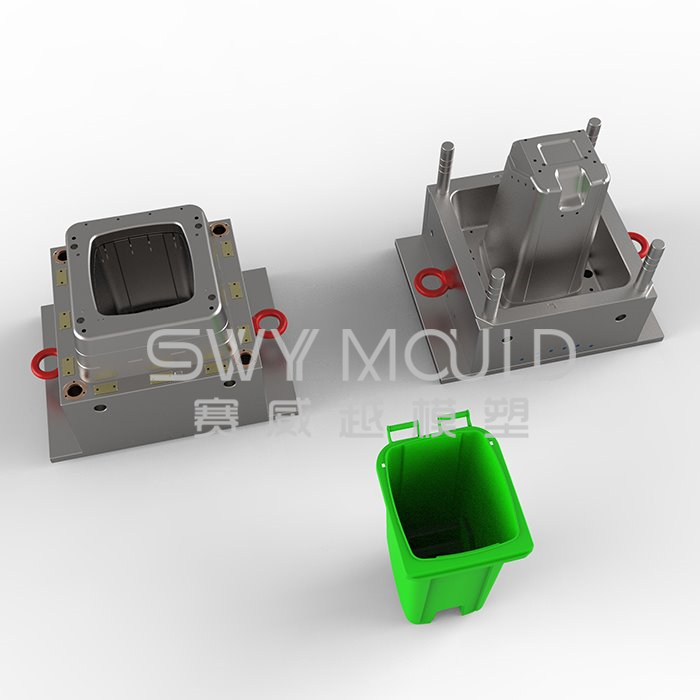
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


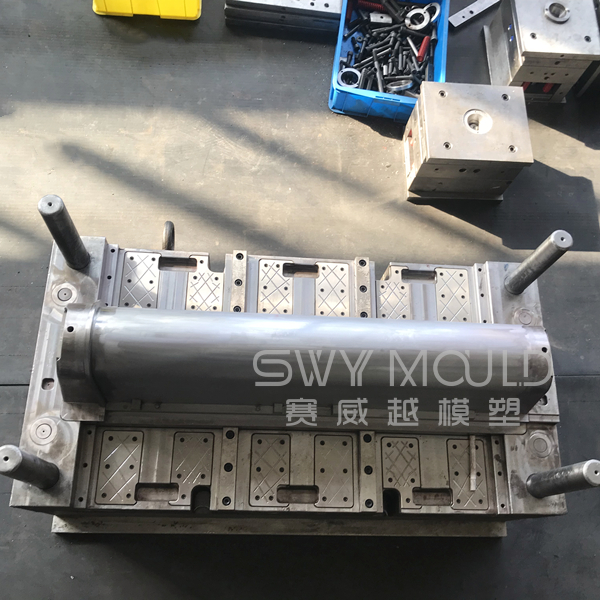
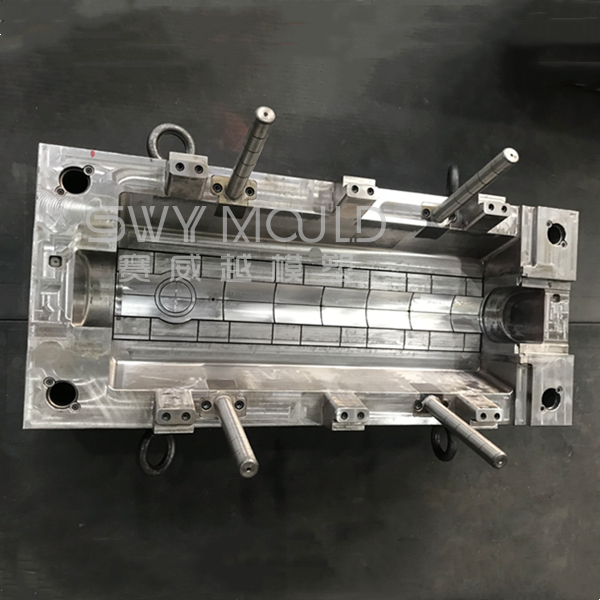

Пластмассовое сырье: HDPE
Усадка материала: 1,6
Размер детали: 250 * 250 * 1000
Сталь пресс-формы: 718H
Основание пресс-формы: C50
Кол-во впадин: одиночные
Подходящая машина для литья под давлением: 1000T
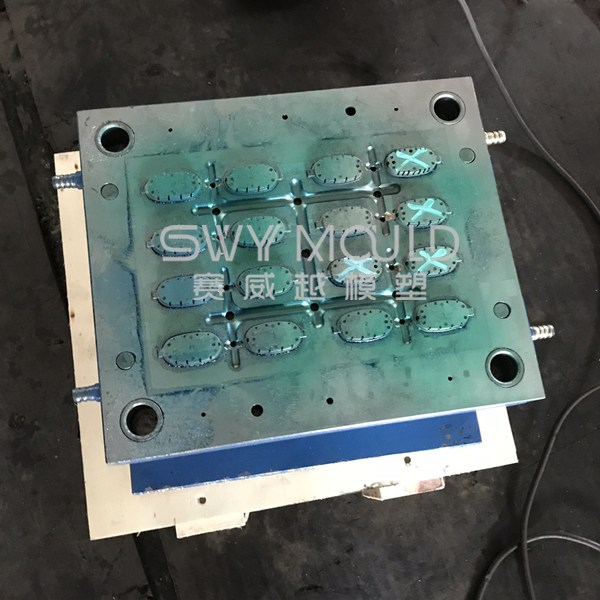
Особенности пластикового водосточного желоба
1. Щелевой дренажный канал выполняет функцию удаления сточных вод и очистки земли, что также является его основной функцией, уменьшая задержку подземных сточных вод и увеличивая требуемое загрязнение, особенно сочетание дождевой воды и пыли или масла на земле. Следовательно, использование дренажной канавы щелевого типа, то есть «мастера по уборке» города, может эффективно очистить землю в городе, защитить основные города от воздействия дождя, а также может снизить нагрузку на городскую уборку.
2. Зазор - внешний вид дренажной канавы гладкий, также может быть с рисунком, играет декоративную роль. Существует много типов и моделей дренажной канавы щелевого типа, а покрытие имеет множество красивых и щедрых рисунков, которые не только имеют хороший декоративный эффект, но также имеют разумную настройку зазора, что улучшает дренажную способность. В зависимости от места установки пользователи могут выбрать дренажную канаву с щелевыми отверстиями с различными рисунками покрытия, чтобы улучшить эстетическое ощущение города. Чтобы угодить городскому строительству, сыграйте хорошую роль в благоустройстве.
3. Покрытие щелевого дренажного канала является противоскользящим, что снижает вероятность борьбы пешеходов и заноса шин. Это очень человечный дизайн.
Техническое обслуживание пластиковых форм для желобов
При обслуживании пресс-формы следует обращать внимание на следующие четыре момента:
1. Компании, занимающиеся литьем пластмасс под давлением, должны сначала предоставить каждой паре учетных карточек литьевых форм, подробные записи, которые можно найти на основе деталей, компонентов, были повреждены, степень износа размера, чтобы предоставить информационные данные для поиска и решения проблема, и параметры процесса литья под давлением, материалы, используемые для продукта, чтобы сократить время испытания пресс-формы для литья под давлением, повысить эффективность производства.
2. Компании, производящие литье пластмасс под давлением, должны находиться в термопластавтомате, пресс-форме для литья под давлением при нормальной работе, тестировать все виды характеристик пресс-формы и, наконец, измерять размер формующих деталей, с помощью этой информации можно определить существующее состояние литьевой пресс-формы, узнать Полость, сердечник, система охлаждения и повреждение поверхности разъема, в соответствии с информацией, предоставленной пластиком, могут определять состояние повреждения литьевой формы и меры по техническому обслуживанию.
3. Ключевые части формы для литья под давлением должны отслеживаться и проверяться: выталкивание, направляющая роль заключается в обеспечении того, чтобы движение открывания и закрывания формы для литья под давлением и выталкивание пластика, если какая-либо из этих частей застряла из-за травмы, приведет к остановке производства, поэтому следует часто сохранять наперсток пресс-формы для литья под давлением, смазку направляющего стержня (следует выбирать наиболее подходящую смазку) и регулярно проверять, изменятся ли со временем обнаруженные наперсток, направляющий штифт и т. д. деформация и повреждение поверхности. После завершения производственного цикла поверхность формы для литья под давлением, спортивные, направляющие компоненты, покрывающие профессиональное антикоррозийное масло, особенно следует обратить внимание на детали шестерни и подшипников, а также прочность защиты на растяжение пресс-формы для литья под давлением с пружинной рейкой, чтобы гарантировать, что она всегда находится в лучшее рабочее состояние. Со временем производства способ охлаждения позволяет легко осаждать окалину, ржавчину, шлам и водоросли, уменьшение сечения канала охлаждающего потока, узкий канал охлаждения, значительно снижает теплообмен между охлаждающей жидкостью и скоростью литьевой формы, увеличивает производительность стоимость, поэтому мы должны обратить внимание на уборку при прохождении. Для горячеканальной пресс-формы для литья под давлением техническое обслуживание системы нагрева и управления помогает предотвратить возникновение производственного сбоя. Поэтому это особенно важно. Следовательно, каждый конец производственного цикла в ответ на нагреватель умирающей ленты, нагреватель стержня, нагревательный зонд и термопару с измерением омметром, если есть какое-либо повреждение, должен измениться во времени, и сравнение с литьевой формой возобновляется, регистрируется, чтобы своевременно обнаружено. проблема, и принять контрмеры.
4. Обратите внимание на уход за поверхностью формы для литья под давлением, это напрямую влияет на качество поверхности продукта, и упор делается на предотвращение коррозии, поэтому особенно важно выбрать подходящую, качественную и профессиональную антикоррозийную защиту. масло ржавчины. После того, как литьевая форма для выполнения производственных задач, должна в соответствии с различными инъекциями принимать разные подходы к тщательному удалению остаточных инъекций, доступным медным стержнем, медной проволокой и профессиональным очистителем литьевых форм для удаления остаточных инъекций и других отложений в литьевой форме, а затем сушеные. Отключает твердые предметы, такие как проволока и стальные стержни, чтобы не поцарапать поверхность. Если коррозионное литье под давлением вызвано ржавчиной, используйте шлифовальный станок для шлифовки и полировки и распыления профессионального антикоррозионного масла, а затем поместите форму для литья под давлением в сухое, прохладное, непыльное хранилище.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.