ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
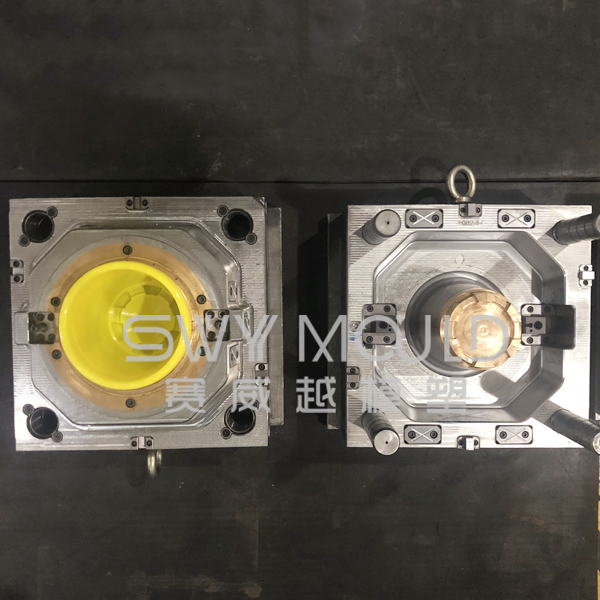
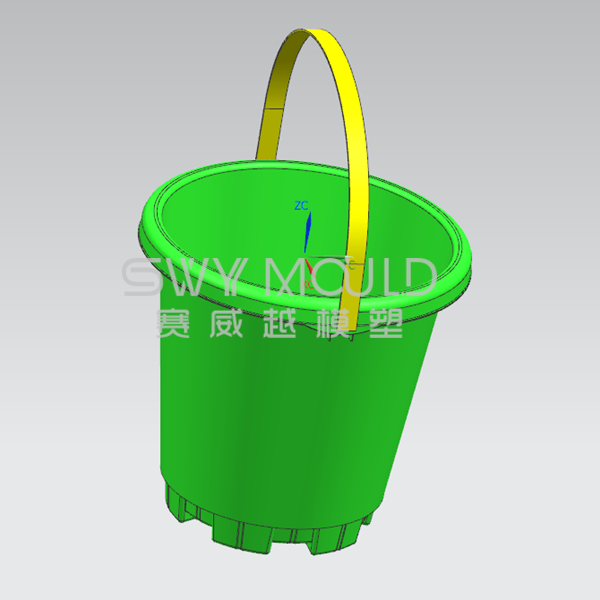
Bucket size: 185mm height & 150mm diameter
Part material: pp resin (food-grade)
Cavity & core steel: 2344 vacuum hardening + beryllium copper
Mold base: 60#
Cavity number: single
Injection system: hot runner 1 tip
Ejection system: ejector + air vent
Suited machine: HIGH-SPEED MACHINE 200T WITH ROBOT PICKING
Mold size: 400*450*350mm
Mold weight: 430KGS
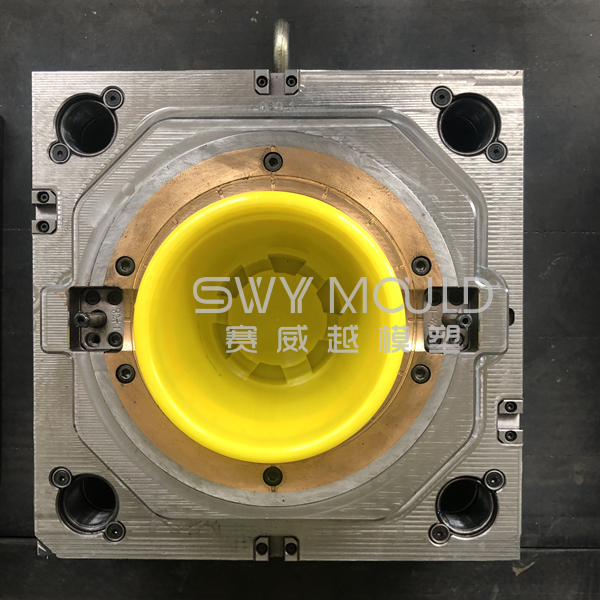
Сырье пищевой смолы PP
Когда дело доходит до поиска и создания пластиковых игрушек для детей, очень важно понимать, считается ли пластик безопасным для пищевых продуктов, потому что дети будут касаться игрушки и класть ее в рот, поэтому она должна быть безопасной. Безопасная для пищевых продуктов пластиковая смола была сертифицирована Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) как безопасная для контакта с пищевыми продуктами. Эти пластмассы известны как вещества, контактирующие с пищевыми продуктами (FCS).
Полипропилен - это обычный пластик. Есть большая вероятность, что в вашем холодильнике и шкафах есть что-то из полипропилена, поскольку пластик обычно используется для изготовления обычных продуктов. Это также пластик, из которого делают одноразовые ванны, такие как контейнеры для йогурта. Пластмассы PP были одобрены FDA как безопасные для контакта с пищевыми продуктами. Это инертный материал, что означает, что они не представляют опасности для здоровья потребителей. Он вообще не взаимодействует с едой. Вторичный полипропилен был одобрен FDA как безопасный для пищевых продуктов.
Полипропилен имеет высокую температуру плавления, что делает его отличным выбором для игрушек. Если родителям нужно обработать при сверхвысокой температуре, прежде чем позволить детям играть, безопасность материалов очень важна.
Это ведро с водой для младенцев впрыскивается высокоскоростной машиной, поэтому важно сократить время цикла литья под давлением.
Как сократить время цикла литья под давлением?
Цикл литья под давлением напрямую влияет на производительность труда и коэффициент использования оборудования. Следовательно, при производстве литья под давлением соответствующее время в цикле формования должно быть сокращено в максимально возможной степени, исходя из предпосылки обеспечения качества пластмассовых деталей. Время впрыска и время охлаждения имеют первостепенное значение на протяжении всего цикла формования и имеют решающее влияние на качество деталей, полученных литьем под давлением. Время подачи во время впрыска прямо обратно пропорционально скорости подачи, а время подачи при литье под давлением обычно составляет около 3-5 секунд. Время выдержки во времени впрыска - это время давления пластика в полости, которое составляет большую долю от всего времени впрыска, обычно около 20-120 секунд (очень толстые детали могут достигать 5-10 минут), и обычно для тонкостенного ведра время составляет около нескольких секунд.
Время впрыска: время впрыска включает время подачи и время выдержки. Время подачи означает время, в течение которого шнек быстро продвигается, проталкивая пластифицированный расплавленный материал в форму, а время, необходимое для заполнения полости, обычно составляет от 3 до 5 секунд. Для пластиковых деталей с высокой вязкостью расплава и высокой скоростью охлаждения следует использовать быстрое впрыскивание, чтобы сократить время подачи расплава. Время выдержки относится к времени пребывания после того, как шнек продвигается и нагнетает, то есть к охлаждению расплавленного материала в полости и времени подачи нагнетаемого давления. В течение этого периода времени впрыска доля времени относительно велика, обычно от 20 до 120 с. Форма пластиковой детали простая, внешняя форма небольшая, а время выдержки короткое. Если большая пластиковая деталь и толщина стенок большие, время выдержки велико.
Время охлаждения: время охлаждения относится к времени охлаждения и затвердевания пластмассовой детали после заполнения расплава. Продолжительность охлаждения зависит от толщины пластиковых деталей, свойств материала и температуры формы. Как правило, если принять за стандарт недеформацию пластмассовых деталей во время извлечения из формы, и чем короче это время, тем лучше. Время охлаждения пластиковых деталей обычно составляет от 30 до 120 с.
Сокращение времени цикла литья под давлением помогает снизить затраты на изготовление пластмассовых деталей. Это позволяет машине для литья под давлением производить больше продуктов одновременно и с таким же энергопотреблением. Но что мы можем сделать, чтобы сократить время цикла литья под давлением?
1. Использование высокоскоростных термопластавтоматов.
Термопластавтомат имеет следующие этапы: плавление пластика, литье под давлением, открытие формы, закрытие формы и выталкивание. Сама функция термопластавтомата является одной из основных причин, влияющих на продолжительность цикла литья под давлением. Высокоскоростная термопластавтомат имеет много преимуществ с точки зрения скорости.
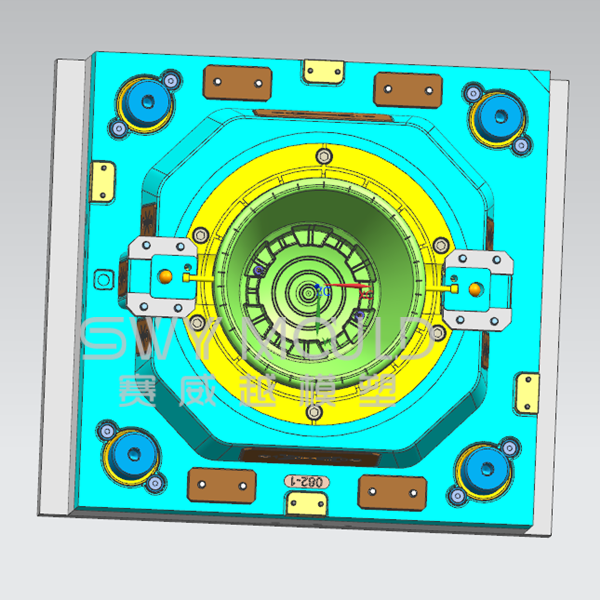
Убедитесь, что конструкция пресс-формы проста и удобна в обработке, другими словами, как можно меньше упростите проектирование пресс-формы. Большинство форм можно сконструировать по-разному, и есть много способов снятия формы. Упрощенная конструкция пресс-формы может сократить время цикла литья под давлением.
2. Использование хорошей системы охлаждения.
Используйте ледяную воду, чтобы охладить форму. Помимо потери времени при литье под давлением, охлаждение также занимает много времени цикла литья под давлением. Следовательно, использование низкотемпературной охлаждающей воды и быстрое прохождение охлаждающей воды через систему охлаждения помогает сократить время цикла литья под давлением.
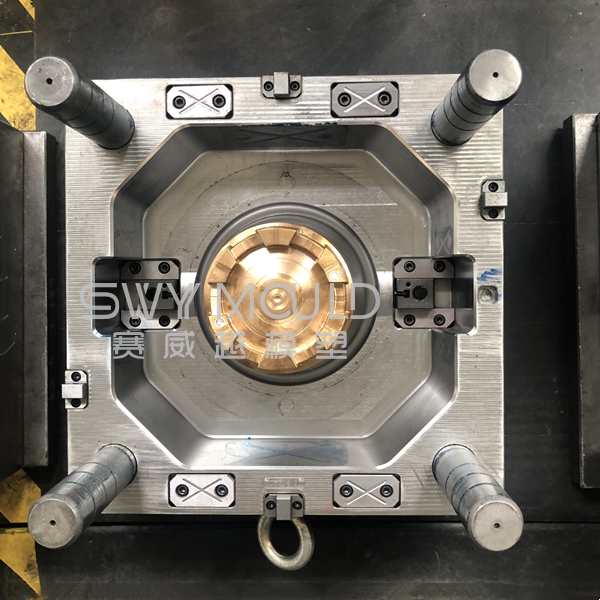
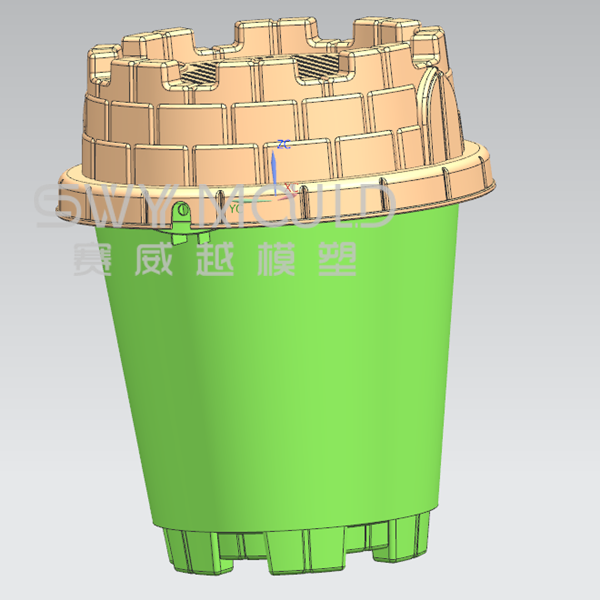
Система выталкивания воздуха в пластиковой игрушечной форме для литья под давлением ведра с водой для младенцев
Воздушный тарельчатый клапан используется для облегчения выброса формованных деталей. Принцип работы прост, но эффективен. Небольшое количество газа вдувается в полость формы (или из сердечника) в желаемом месте, чтобы помочь отделить отформованную деталь от желаемой линии разъема формы. Воздушный поток синхронизируется с циклом выталкивания, и этот воздушный поток открывает клапан, чтобы разрушить вакуум и облегчить выталкивание деталей.
Конструкция воздушного эжектора очевидна. Он состоит из внешнего кожуха, выталкивающего штифта, пружины и цилиндрического установочного штифта. Все воздушные эжекторы имеют одинаковую конструкцию, только небольшие различия в спецификации или стандарте.
Воздушный тарельчатый клапан является важным компонентом пресс-формы, и в определенных ситуациях его действие лучше, чем у обычного выталкивающего стержня. Это могло устранить проблемы при проектировании и изготовлении выталкивающих штифтов, а также устранить неисправность при выбросе. В целом это прорыв для индустрии пресс-форм и обрабатывающей промышленности.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




