ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

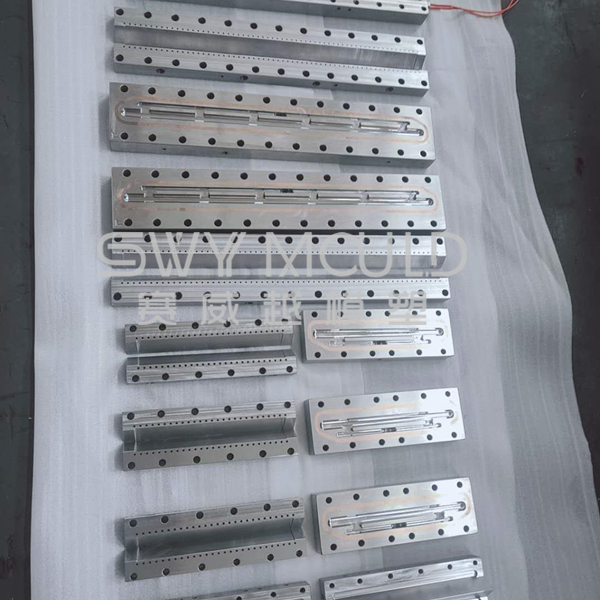
Материал пресс-формы: S136, твердость 35-38
Полировка жидкостью на отверстии фильеры
Зеркальная полировка поверхности пластины
Длина пластины: 650 мм
длина напыления: 600 мм
Диаметр отверстия: 0,2 мм
Расстояние отверстия: 0,6 мм
Его можно настроить в соответствии с вашими требованиями.
SWY MOLD проверит все отверстия под микроскопом, чтобы убедиться, что они заблокированы или нет.
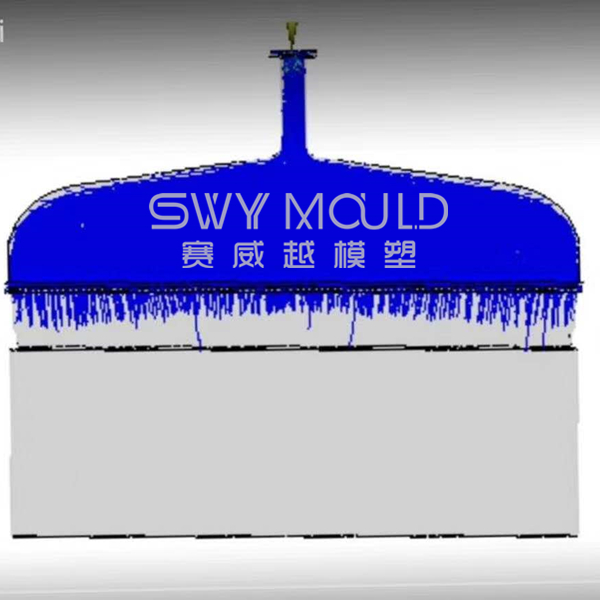
Технические требования к пресс-форме для выдувания из расплава
1. Профессиональный и стандартизированный дизайн пресс-форм
Чертежи SWY Mold интегрированы и согласованы с импортным и отечественным оборудованием. Технология обработки, поток расплава, угол потока воздушного ножа и анализ баланса, анализ внутреннего давления, контроль температуры анализа баланса и анализ степени баланса - это углубленное исследование и оценка. Обеспечьте безупречное производство каждой формы.
2. Технологическое оборудование и управление технологическим процессом
У нас есть 25 комплектов высокоскоростных обрабатывающих центров, импортированных из Германии, и 5 высокоточных штамповочных машин, которые строго контролируют каждый размер на чертеже пресс-формы. Каждая форма находится под полным контролем технического персонала проекта.
3. Цепочка поставок материалов для пресс-форм и принадлежностей.
Судя по опыту использования материалов для изготовления выдувных форм для ткани из расплава, мы используем немецкую фильерную сталь Smobigenberg, а основание пресс-формы изготовлено из стандартной стали DIN.1.2311 / DIN.1.2316CR.13.
Факты, влияющие на свойства выдувной ткани
1. Индекс текучести расплава (MFI)
Чем ниже молекулярная масса полимера, тем выше MFI, а также ниже вязкость расплава, что лучше для экструзии с раздувом из расплава. Индекс плавления не только отражает свойство текучести, но также тесно связан с его физическими и механическими свойствами. Материал PP с высоким MFI может увеличить выход на 1/3.
2. Температура различных участков шнекового экструдера.
Если установить неправильную температуру, это приведет к закупорке и износу отверстий, увеличению дефектов поверхности ткани или возникновению вспышек.
3. Скорость горячего воздуха.
Это повлияет на линейную плотность волокна и физические свойства продукта в условиях одинаковой температуры, скорости вращения шнека и расстояния приема:
* Увеличение скорости горячего воздуха, уменьшение диаметра волокна, увеличение прочности;
* но если скорость слишком высокая, это вызовет вспышку и повлияет на поверхность ткани.
4. Угол струи горячего воздуха.
Это означает прилегающий угол воздушного потока и дно формы, которые влияют на эффект растяжения и морфологию волокна.
5. DCD
Если DCD увеличивается, ткань будет мягкой; напротив, если DCD уменьшается, прочность улучшается.
6. Экструзионный выход полимера.
При той же температуре увеличивается производительность экструзии, увеличивается ткань, полученная экструзией из расплава, а также увеличивается прочность (уменьшается при достижении пика).
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.