ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Сырье: ПП
Сталь пресс-формы: P20
Бегун: горячий бегун большие ворота
Выброс: стриппер
Срок службы пресс-формы: 500000 выстрелов
Срок поставки: 70 рабочих дней
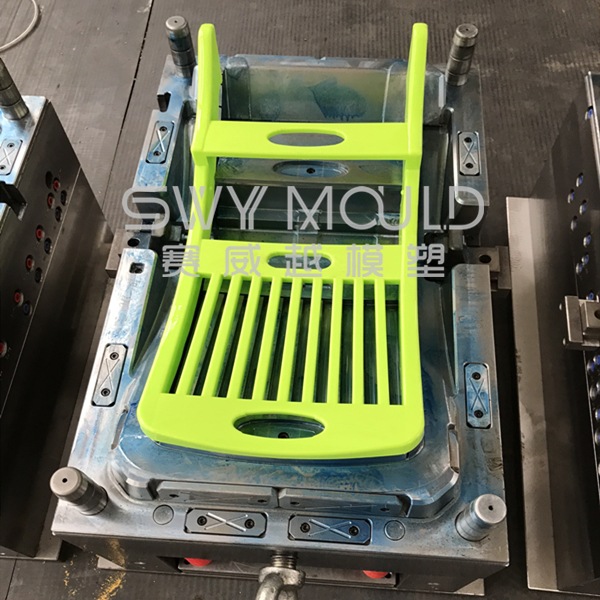
Особенность: хорошо сочетается с деталями крышки и педали.
Легкое открытие и закрытие.
Горячеканальная система в пластиковой квадратной форме для мусорного бака на открытом воздухе
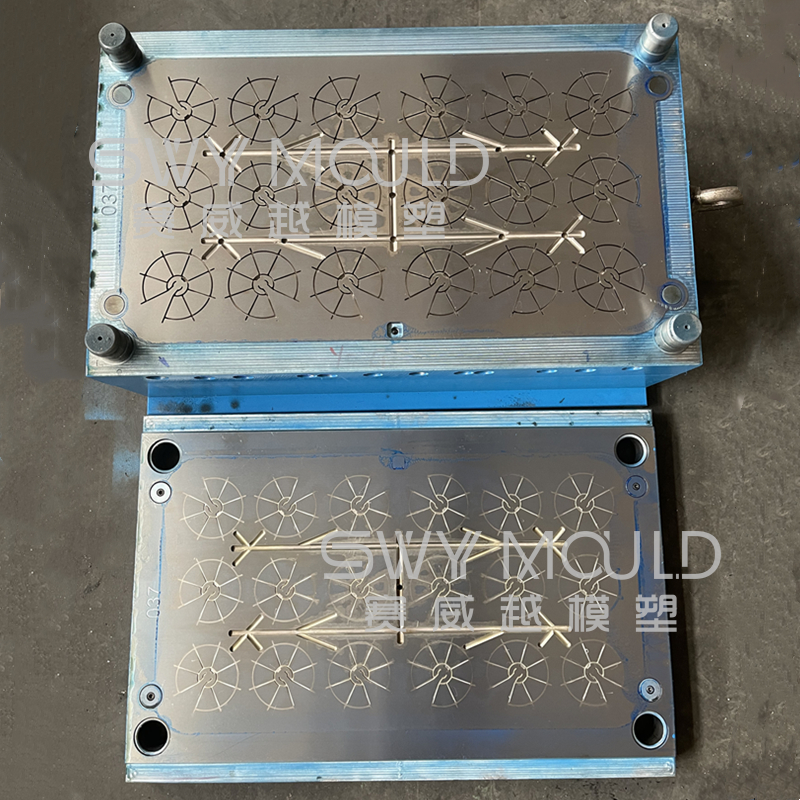
Под холодным бегуном пресс-формы для литья пластмасс под давлением понимается участок между входным отверстием пресс-формы и затвором. Расплавленный пластик сохраняет свою текучесть внутри литника за счет давления впрыска и собственного тепла. Однако, будучи частью формовочного материала, бегунок не является продуктом. В результате при проектировании пресс-формы нам необходимо учитывать не только эффекты заполнения, но также эффект экономии материала, получаемый за счет укорачивания или уменьшения размера бегунка; но на самом деле нам нелегко получить лучшее из обоих миров, поэтому нам нужны горячеканальные пресс-формы.
Также известная как система без бегунка, горячеканальная система - это система, в которой расплавленный пластик не затвердевает после каждого впрыска, поэтому при освобождении пластмассовой детали нет необходимости открывать заслонку внутри бегунка. Поскольку пластик внутри бегунка не затвердевает, бегунок остается разблокированным при следующем впрыске.
Преимущества использования горячеканальной системы
Почему была разработана горячеканальная система? Какие преимущества может принести нам горячеканальная система?
Все инженеры, знакомые с процессом литья пластмасс под давлением, знают, что традиционное литье под давлением всегда связано со следующими недостатками:
1. Трудно заполнить
2. Тонкостенные крупногабаритные детали легко деформируются.
3. Материальные отходы в бегунке
4. Несоответствующее качество пластмассовых деталей при использовании многогнездной пресс-формы и т. Д.

Внешний вид горячеканальной системы стал почти идеальным решением этих проблем.
Вообще говоря, горячеканальная система предлагает следующие преимущества:
1. Более короткое время цикла
Поскольку время охлаждения рабочего колеса не ограничено, пластиковая деталь может быть своевременно извлечена после формования и затвердевания. Для изготовления тонкостенных мелких деталей цикл формования может составлять 5 секунд.
2. Экономия материала
В полностью укомплектованной пресс-форме с горячим литником не происходит отходов материала благодаря отсутствию холодного литника. Это имеет большее значение для проектов по применению более дорогих пластиковых материалов. Фактически, основные мировые производители горячеканальных систем стали свидетелями скачка вперед в развитии в те годы, когда мировая нефть и сырье были дорогими. Это связано с тем, что горячеканальная технология является эффективным способом сокращения количества отходов и, следовательно, снижения затрат на сырье.
3. Уменьшение количества брака и повышение качества продукции.
Температуру расплавленного пластика внутри литниковой системы можно точно контролировать во время процесса литья под давлением с горячим литником, так что пластик может течь в каждую полость более равномерно, что гарантирует неизменно высокое качество продукции. Горячеканальный затвор имеет более высокое качество, поэтому после выпуска из формы произведенная деталь будет иметь меньшее внутреннее напряжение, что приведет к меньшей деформации детали. Поэтому многие высококачественные продукты на рынке производятся с использованием горячеканальной пресс-формы.
4. Устранение следующих шагов, полезных для автоматизации производства.
После формования с помощью горячеканальной пресс-формы деталь будет конечным продуктом, поэтому не будет никаких последующих шагов, таких как обрезка ворот, переработка и охлаждение литников, что будет полезно для автоматизации производства. Многие производители как в стране, так и за рубежом объединили горячеканальные системы с автоматизацией, чтобы значительно повысить эффективность производства.
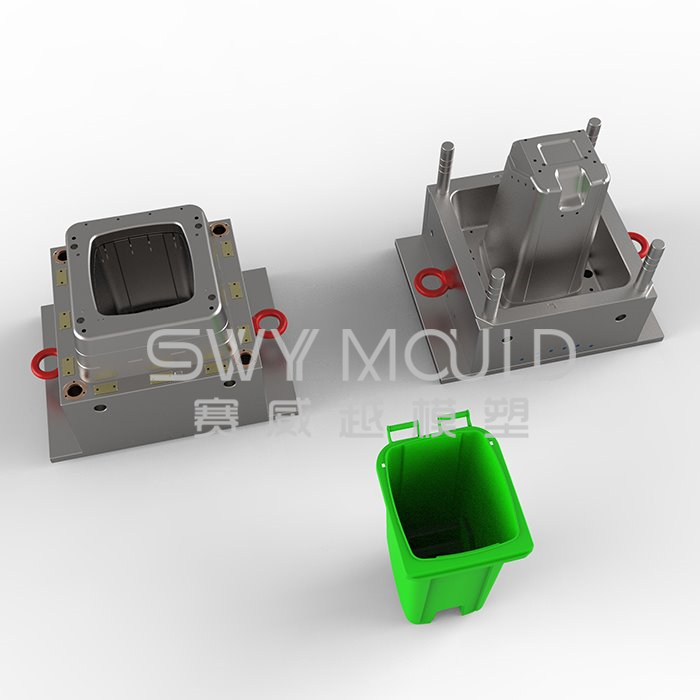
Пластиковые наружные квадратные формы для мусорного бака.
1. Перед испытанием пресс-формы сначала высушите сырье. Необходимо просушить все материалы, кроме полиэтилена и полипропилена. Это стандартная практика - проводить испытания с новыми материалами.
2. Установите форму на центральное отверстие и выровняйте ее. Достаточно установить усилие прижима на 1/3 номинальной грузоподъемности (тонн). Если во время процесса впрыска боры возникают по какой-то причине, а не из-за слишком высокого давления впрыска, усилие зажима можно постепенно увеличивать до тех пор, пока боры не исчезнут, и такая практика может увеличить срок службы пресс-формы.
3. Скорость открытия формы, давление и положение должны быть соответствующим образом отрегулированы, и в частности, должна быть хорошо отрегулирована защита от низкого давления, потому что это новая форма, о которой формованный продукт неизвестен. Если пресс-форма оснащена салазками, скорость открытия не может быть слишком высокой. Что касается пресс-формы для вытягивания стержня, первое, что нужно сделать, - это попробовать ее вручную, чтобы проверить, хорошо ли она работает. В противном случае форма будет повреждена в случае ошибки.
4. Очистите ствол полипропиленом или ПММА, которые используются для определения вязкости и трения соответственно. Температура материала должна поддерживаться в пределах 220 - 240 ℃. Сделайте путешествие как можно короче и примените некоторое противодавление для очищения с помощью быстрой инъекции. Нанесите некоторое количество моющего средства в разумных количествах, если его трудно очистить.
5. Настройка условий / объем впрыска материала / давление и скорость / время / количество / положение и т. Д. Давление впрыска / скорость впрыска / количество устанавливаются от меньшего к большему в соответствии с условиями продукта. Время охлаждения / впрыска следует постепенно сокращать по мере того, как продукт принимает форму, чтобы предотвратить прилипание и переполнение.
6. Уплотнительное давление должно применяться, в основном, с упаковочным материалом 5-10 мм.
7. Для форм с прямой гидравлической системой зажима необходимо проверить, достаточно ли зажимного усилия; для коленчатого типа необходимо проверить, выпрямлена ли крейцкопф, чтобы предотвратить отталкивание формы назад во время процесса впрыска, что позволяет избежать повреждения формы, вызванного утечкой больших боров.
8. Поскольку условия формования неизвестны, для первых нескольких прогонов необходимы разделительные агенты. Если продукт выпускается плавно без каких-либо следов выброса, разделительный агент не потребуется.
9. Каждый параметр следует постепенно корректировать в соответствии с формованным изделием. Эффект изменения давления / скорости проявится в течение 2 прогонов; эффект изменения температуры материала / формы проявится не менее чем через 5 минут.
10. Пробные формованные изделия следует хранить в разных пакетах, отмечая дефекты и предложения по улучшению. Лучше сотрудничать с производителем пластиковых форм для литья под давлением.
11. Обратите внимание на повышение температуры формы. Во время нескольких прогонов пресс-формы необходимо контролировать температуру пресс-формы с помощью температуры охлаждающей жидкости или масла / температуры воды / электронагревательной трубки - выберите различные регуляторы температуры пресс-формы для различных материалов, например, для горячей пресс-формы (60 ℃ и выше): нейлон / PBT / POM / PPS / ПЭТ / ПММА / ПК / NORYL и холодная форма (60 ℃ и ниже): PE / PP / PS / AS / ABS / PVC / PU.
12. Воздух можно использовать для определения того, как вода циркулирует внутри формы. Что касается установки водопровода, то входной патрубок следует устанавливать на нижнем конце; и возвратная труба, верхний конец.
13. Остановка машины возможна только после того, как сырье полностью закачано в бочку. Затем снимите водопроводную трубу и продуйте форму воздухом, чтобы удалить из нее воду. На внутреннюю часть формы нанести антикоррозийное средство и одновременно очистить мелочи материала.
Пластиковые наружные квадратные формы для мусорных баков
1. Противодавление следует регулировать в соответствии с условиями продукта, обычно от 2 до 5 кг / см2, чтобы обеспечить равномерную подачу материала. Как предварительное условие, при откатывании не должно допускаться попадание воздуха.
2. При плавлении пластика скорость вращения может быть выше для низкой вязкости и должна быть меньше для высокой.
3. Настройка цикла должна гарантировать, что материал может быть полностью расплавлен для следующего цикла впрыска. Если эта цель не может быть достигнута, важными соображениями будут температура материала / противодавление / время охлаждения и переход на более крупную машину.
4. Если сырьем для испытания пресс-формы является ПВХ / ПОМ / ПБТ, их необходимо очистить с помощью ПП или ПЭ после испытания.
5. Сохраняйте записи об условиях формования и нескольких формованных изделий после испытания, которые будут использоваться в качестве справочных данных для следующего пробного запуска, что позволит сэкономить время и материалы для компании, производящей литье пластмасс под давлением.
6. Для продуктов, к которым предъявляются высокие требования к точности, на следующий день требуется еще одно измерение для подтверждения модификации формы.
7. Мы должны четко указать, что существуют кольца с миллиметровой резьбой (тонкая резьба), например, 10 мм, 12 мм, 16 мм и 20 мм и т. Д., И кольца с дюймовой резьбой (толстая резьба), например, 3/8 〞, 1 / 2 〞, 5/8〞 и 1 〞и т.д. Существуют также толстые и тонкие водопроводные трубы (трубная резьба), но только применение быстрого соединения может сэкономить рабочее время.
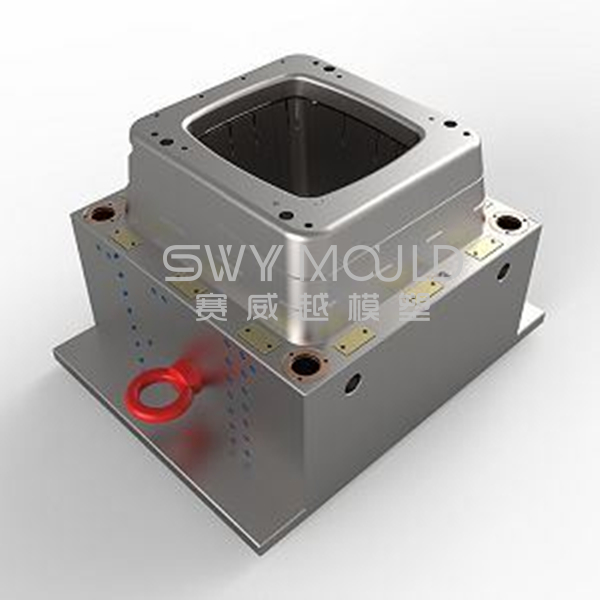
О компании по производству пластиковых квадратных мусорных баков
SWY MOLD была основана в 2015 году и насчитывает около 30 сотрудников. SWY находится в городе Хуанъянь, который известен как «страна плесени». Наша компания занимает 1200 квадратных метров и поставляет формы и пластмассовые изделия во многие районы мира.
SWY MOLD имеет строгую систему контроля качества и высокоэффективную рабочую команду; цех хорошо оборудован новейшим оборудованием и производственным оборудованием для литья под давлением с установкой совершенной системы CAD / CAM / CAE NX-UG. У нас есть сильная техническая команда, передовая система обработки пресс-форм, профессиональные работники.
Мы хотим предоставить вам лучший сервис при минимальных затратах.
Приглашаем вас создать с нами прекрасное будущее.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.