ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

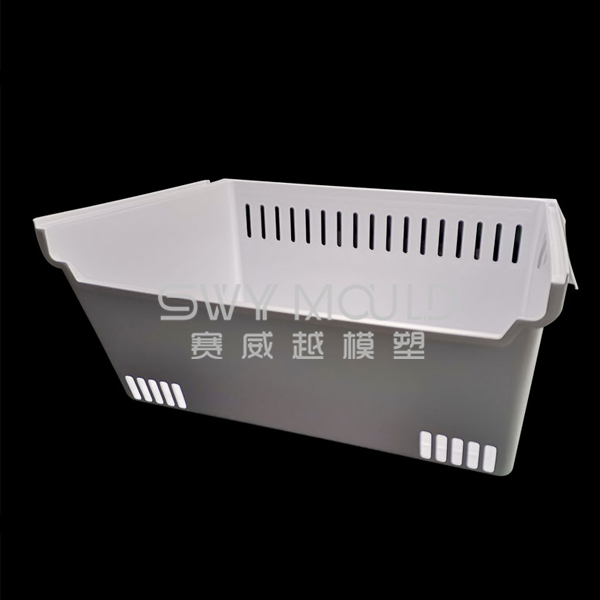
Материал изделия: ПС, прозрачный
Вес продукта: 460 г
Полость и. сердечник из стали: NAK80, 32-50HRC
Твердость изнашиваемых деталей: 55-60HRC
Основание пресс-формы: стандарт LKM
НЕТ полости: 1 гнездо
Система вытягивания сердечника: Нет
Система впрыска: горячеканальная (требуется Юдо или заказчик)
Обработка поверхности: полировка до блеска
Предлагаем поднимать крышки с помощью руки робота для облегчения штабелирования и упаковки.
Пресс-форма для пластиковой пресс-формы для ящика холодильника
Существуют разные виды форм для деталей морозильной камеры, даже для одного и того же типа, исходные требования и требования к точности различны, а методы установки различны. Поэтому перед сборкой мы должны внимательно изучить и проанализировать сборочные чертежи, чертежи деталей, понять эффекты, характеристики и технические требования каждой детали, подтвердить установку. После установки мы наконец можем достичь всех показателей качества изделий, точности перемещения форм и заставить их работать. Навыки, необходимые в процессе использования.
1. Установочные данные
* Основные рабочие детали в пластиковых формах, такие как сердечник, полость и скорость вставки, используются в качестве эталонных деталей для установки. Все остальные части пресс-формы изготавливаются и устанавливаются со стандартными деталями для установки.
* Отремонтируйте и установите направляющую втулку направляющей стойки или основание со стороны штамповочной пластины в качестве установочной базы.
2. Точность установки пресс-формы
* Точность каждого компонента, например, точность шкалы расстояний, соосность, эквивалентность, прямолинейность и т. Д.
* Точность относительного движения, такая как точность передачи, точность линейного и обратного движения.
* Совместная точность и точность касания, такая как совместный зазор, интерференционное касание и т. Д.
* Толщина стенок пластмассовых формовочных деталей. При изготовлении новых форм толщина стенок формованных деталей должна отклоняться от нижней границы шкалы.
3. Принцип ремонта
* В принципе, резонатор должен гарантировать, что крупный торцевой сердечник находится в пределах общего рабочего диапазона производственного масштаба, а малая карбонильная шкала находится в пределах общего рабочего диапазона промышленного масштаба.
* Радиус угла должен быть меньше, а сердцевина - больше.
* Когда матрица имеет как горизонтальные, так и вертикальные поверхности разъема, при коррекции должна касаться вертикальная поверхность разъема с небольшим зазором. Значение зазора горизонтальной разделяющей поверхности больше, чем у маленькой матрицы, нужно только соприкасаться друг с другом после покраски в красный цвет, а зазор большой матрицы составляет около 0,02 мм.
* Для штампа с наклонной поверхностью после закрытия наклонной поверхности должен оставаться зазор 0,02-0,03 мм на поверхности разъема.
* Соединение дуги с прямой линией ремонтируемой поверхности должно быть ровным, на поверхности не должно быть вогнутых следов. Линии подачи должны быть в том же направлении, что и направление открытия.
Температура пресс-формы для пресс-формы для литья пластмасс под давлением
Температура формы относится к температуре поверхности полости при выполнении формования. Важно поддерживать надлежащую температуру и равномерное распределение формы и условий процесса формования.
Неравномерное распределение температуры пресс-формы вызывает неравномерную усадку и внутреннее напряжение, что делает формовочный порт восприимчивым к деформации и короблению. Температура формы влияет на цикл формования и качество формования. На практике она устанавливается по самой низкой подходящей температуре пресс-формы для используемого материала, а затем соответствующим образом регулируется в соответствии с условиями качества.
Рекомендуемая температура пресс-формы для различных пластиковых материалов:
1. Форма материала PP-полифениленсульфида 40-80 ° C, рекомендуем 50 ° C
2. Температура формы 120-180 ° C для материала PPS-полифениленсульфид.
3. Температура пресс-формы для ПОМ 80-105 ° C.
4. Температура пресс-формы из полиэтилена высокой плотности PE-HD 50-95 ° C.
5. Температура пресс-формы для полибутилентерефталата ПК 40-60 ° C для неармированных материалов.
6. Температура пресс-формы из полиамида PA6 или нейлона 6: для тонкостенных, длительно обрабатываемых пластмассовых деталей 80-90 ° C. Если толщина стенки больше 3 мм, рекомендуется использовать низкотемпературную форму 20-40 ° C. Температура формы для армирования стекла должна быть выше.
7. Температура пресс-формы для сополимера акрилонитрил-бутадиен-стирола ABS 25-70 ° C.
8. Температура формы из полиамида PA12 или нейлона 12: 30-40 ° C для неармированных материалов, 80-90 ° C для тонкостенных компонентов или компонентов с большой площадью и 90-100 ° C для армированных материалов.
9. Температура формы из нейлона 66 A66: 60-90 ° C для неармированных материалов, 80-120 ° C для армированных материалов плюс 30% стекловолокна или более.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




