ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

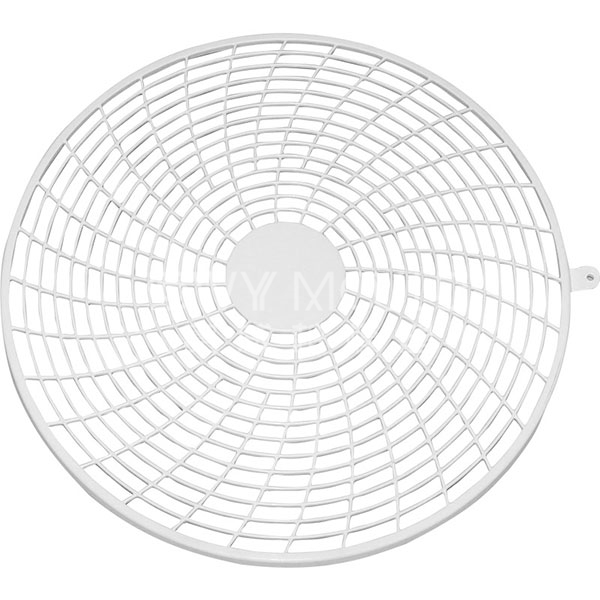
Часть смолы: АБС-пластик
Размер детали: 593 * 61 * 28/51 мм
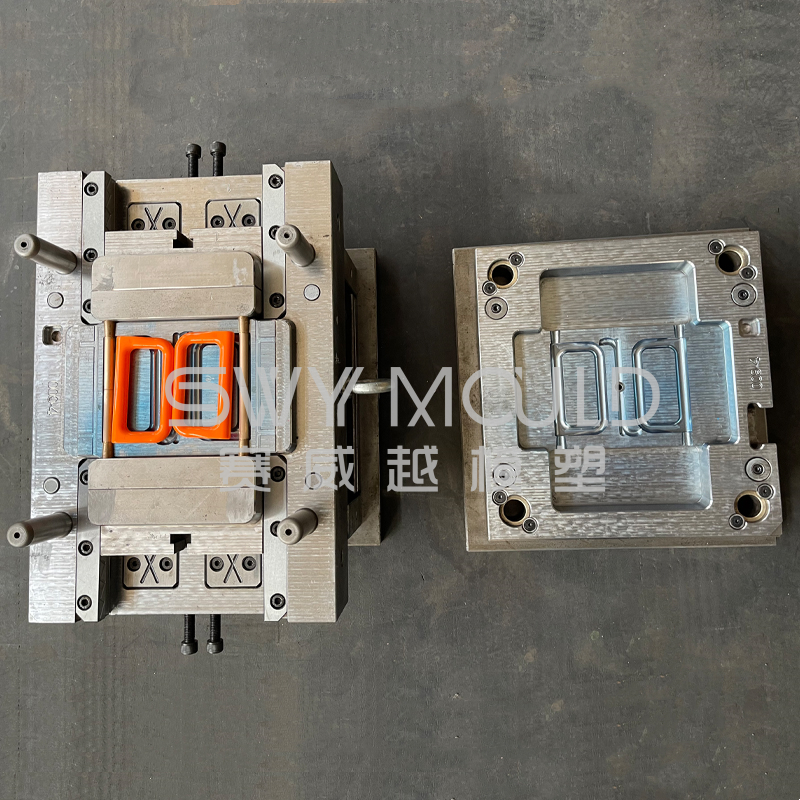
Полость формы: 2
Вес выстрела: нижняя ручка --- 173 г
верхняя ручка --- 200 г
Толщина: 2 мм
Время цикла: 42 сек.
Сила зажима: 400T
Режим работы: полностью автоматический
Несколько соображений при обработке пластиковых формованных изделий
Литье под давлением - один из нескольких аспектов литья под давлением. Пять элементов, отвечающих требованиям литья под давлением, - это температура, скорость, давление, положение и время. Ключом к качеству контролируемого формованного продукта является то, что квалифицированный продукт требует контроля вышеперечисленных факторов. Большинство проблем с качеством, которые часто возникают при литье под давлением, возникают из-за аномалий качества, вызванных пятью точками, которые не контролируются должным образом.
1. Во время обработки пластмассового литья под давлением температура является первым этапом литья под давлением.
Температуру можно разделить на температуру сушки, материала и формы. Это одни из самых важных факторов. Температура сушки предназначена для сушки полимера заранее для обеспечения качества формования, сухого и влажного полимера в определенном количестве, нормализации пластификации (плавления) полимера для гладкого заполнения и формования; Температура является важным условием для размера кожи, ее внешнего вида и цикла формования. Контроль влияет на скорость охлаждения продукта в камере и качество внешнего вида продукта.
2. В процессе обработки пластикового формования скорость делится на скорость литья под давлением, температуру плавления, разрыхление, открытие и закрытие формы, выталкиватель вперед и назад.
Увеличение скорости впрыска повлияет на увеличение давления наполнения. Это увеличит длину потока, обеспечит качество продукта. Высокоскоростной впрыск подходит для длинномерных продуктов. Скорость расплава влияет на пластифицирующую способность, которая является важным параметром для качества пластифицирующей способности. Чем выше скорость, тем выше температура плавления, тем сильнее пластифицирующая способность. Скорость разрыхления предназначена для уменьшения удельного объема расплава, так что внутреннее давление в плавильной камере уменьшается для предотвращения его вытекания. Скорость открывания и закрывания - одно из важных условий обеспечения производства и работы машины. Прямая и обратная скорость выталкивателя обеспечивает плавное извлечение продукта из формы без деформации продукта и растрескивания.
3. Давление подразделяется на давление впрыска, удержания, возврата, зажима формы, защиты формы и выталкивания.
Во время обработки пластиковой формовки давление впрыска используется для преодоления потери давления расплава в полости сопло-бегунок-затвор-затвор, чтобы обеспечить заполнение полости. Удерживающее давление предназначено для уменьшения чрезмерного давления впрыска заготовки, которое вызывает разрыв или изгиб пресс-формы. Противодавление предназначено для предотвращения попадания примесей в форму при высокой скорости и давлении, которое вызывает раздавливание формы. Давление выталкивания предназначено для предотвращения отделения продукта от поверхности формы и возникновения дефектов.
4. При формовании пластика время делится на время охлаждения, золя, сушки, охлаждения, плавления, сушки, цикла, впрыска и выдержки под давлением.
На формовку изделия требуется определенный срок. Время впрыска определяет размер продукта. Время выдержки для предотвращения обратного потока расплава, усадки при охлаждении. Время охлаждения обеспечивает застывание продукта и предотвращает деформацию. Время плавления необходимо для обеспечения достаточного плавления. Время высыхания Следите за тем, чтобы продукт не растянулся, не испортился и не вызвал других факторов.
При литье под давлением часто возникают неблагоприятные причины, такие как повреждение внешнего вида дефектных продуктов, волнистые следы, следы от брызг, царапины, отслаивание, пузыри и удаление пленки, на которые влияют пять вышеупомянутых факторов.
5. В процессе обработки пластикового формования положение можно разделить на положение открытия формы, обратный ход выброса, ход дозирования, ход впрыска, величину буфера.
Положение открытия формы предназначено для обеспечения нормальной работы приемного устройства для извлечения из формы. Ход втягивания эжектора приводит к частичному сбросу пружины на ограничительную защиту эжектора; Ход дозирования обеспечивает наличие достаточного количества пластиковой формы для наполнения для обеспечения качества продукции. Количество буферного раствора предотвращает соприкосновение головки винта с соплом при механическом повреждении и позволяет контролировать точность.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.