ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

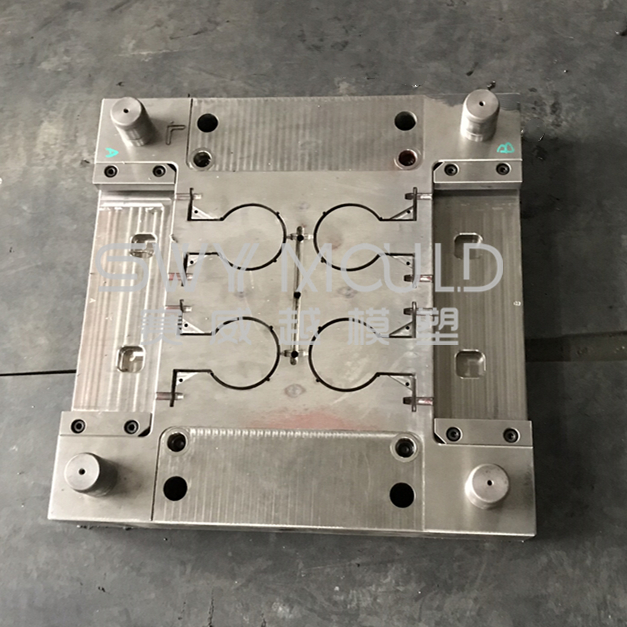



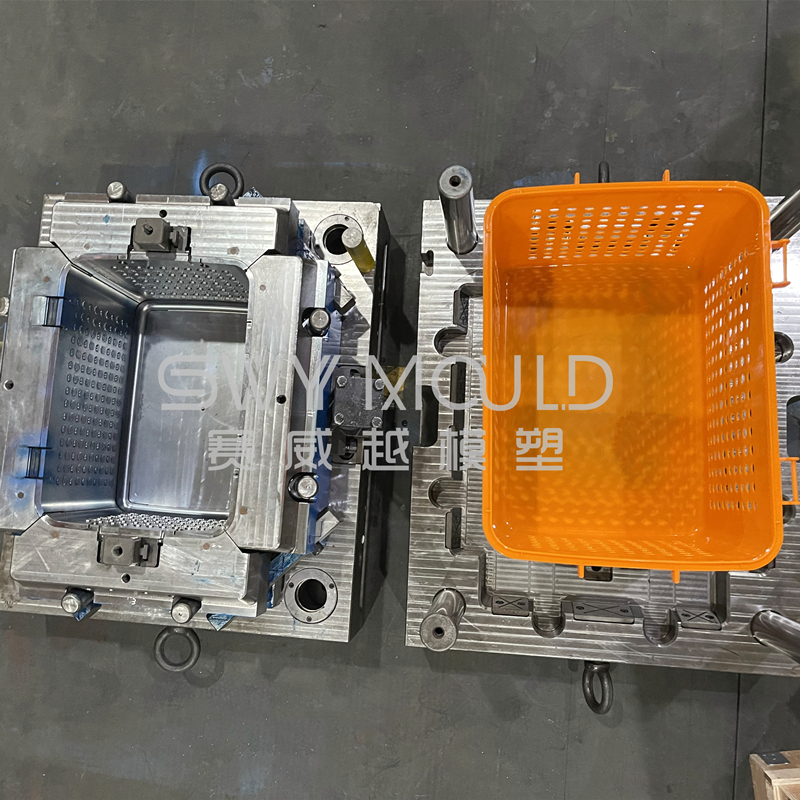
Деталь пластик: ПВХ
Размер детали: большой-135 * 150 * 45 мм
маленький-95 * 110 * 35 мм
Может быть изменен в соответствии с вашими размерами выборки
Формовочная сталь: S136, с термообработкой
Основание пресс-формы: LKM
Полость формы: 4
Может быть настроен под тоннаж вашей машины
Проектирование системы розлива при литье под давлением
Конструкция литниковой системы включает выбор основного пути потока, формы и размера поперечного сечения, выбор положения заслонки, формы заслонки и размера поперечного сечения заслонки. При использовании ворот ветка также удаляется. Следует обратить внимание на конструкцию дегазатора, опускного устройства и затворного механизма.
При проектировании ворот необходимо сначала выбрать расположение ворот.
Выбор расположения ворот напрямую связан с качеством продукта и плавным ходом процесса впрыска. При выборе места расположения ворот необходимо руководствоваться следующими принципами:
* Положение ворот следует выбирать на поверхности разъема, насколько это возможно, чтобы облегчить очистку ворот во время обработки и использования мелкосерийного литья под давлением.
* Расстояние между местом расположения ворот и каждой частью полости должно быть как можно более равномерным, а процесс должен быть кратчайшим.
* Расположение заслонки должно обеспечивать попадание пластика в полость, а широкая толстостенная часть полости должна использоваться для обеспечения плавного протекания пластика.
* Положение ворот должно быть открыто на самом толстом участке пластиковой детали.
* Избегайте прямого попадания пластика в стенку полости, сердечник или вставку при опускании в полость, чтобы пластик мог как можно скорее затечь во все части полости, и во избежание деформации сердечника или вставки.
* Старайтесь избегать появления сварных линий на изделии или появления следов сварных швов на несущественных частях изделия.
* Положение затвора и направление его притока пластика должны быть такими, чтобы пластик мог равномерно течь в направлении, параллельном полости, когда втекает в полость, и облегчал выпуск газа в полость.
* Ворота должны быть размещены на наиболее легко снимаемой части изделия, чтобы максимально не ухудшать внешний вид изделия.
Конструкция выхлопной системы при литье под давлением
Выхлопная система играет жизненно важную роль в обеспечении качества продукции.
В случае вентиляционной канавки вентиляционная канавка обычно расположена на конце полости, в которой она заполнена. Глубина вентиляционной канавки варьируется от пластика к пластику и в основном определяется максимально допустимым зазором, в котором пластик не образует заусенцев, таких как ABS0. 0,04 составляет 0,02 или меньше при золе 0,02 мм или меньше.
Используйте соответствующий зазор толкателя вставки сердечника или специальной выхлопной заглушки для выпуска выхлопных газов; иногда, чтобы продукт не вызывал вакуумную деформацию при выбросе, необходимо предусмотреть воздушный штифт; Иногда, чтобы предотвратить вакуумную адсорбцию продукта и краткосрочное литье под давлением, конструируется антивакуумный адсорбционный элемент.
Проектирование системы охлаждения при литье под давлением.
Проектирование системы охлаждения является относительно сложной задачей, учитывая охлаждающий эффект и равномерность охлаждения, а также влияние системы охлаждения на общую структуру формы.
Включать:
* Устройство системы охлаждения и конкретная форма системы охлаждения
* Определение конкретного места и размера системы охлаждения
* Охлаждение ключевых деталей, таких как движущиеся формы или вставки
* Охлаждение бокового слайдера и бокового сердечника
* Дизайн охлаждающего элемента и выбор стандарта охлаждения Компоненты пресс-формы для литья пластмасс под давлением
* Герметичная конструкция конструкции
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.