ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

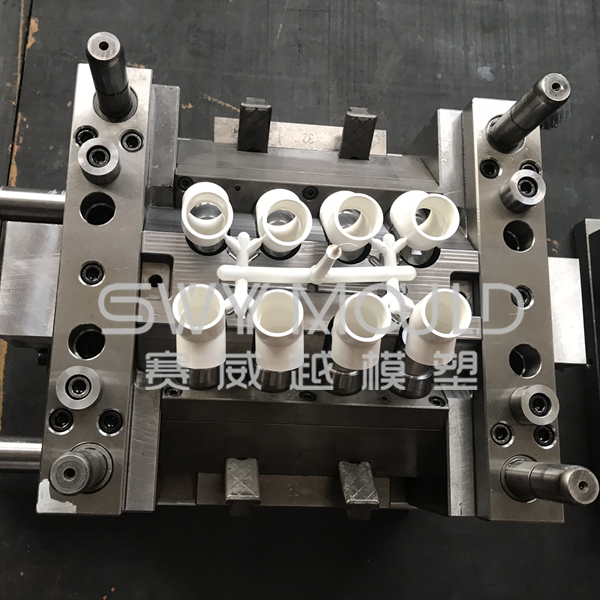
Сердечник и полость Сталь: H13 с HRC42-45
Номер гнезда: 2cav
Система впрыска: 2 капли горячего бегунка
Выброс: стриппер
Размер пресс-формы: 620 * 500 * 540 мм
Время цикла: 8 с
Пластиковый материал: прозрачный ПП
Гарантированный срок службы: 500 тыс.
Подходит для высокоскоростной машины: 300T
Почему тонкостенные формы стоят дороже других форм?
Для формования тонких стенок требуются термопластавтоматы, способные создавать высокие скорости впрыска, высокое давление впрыска, воспроизводимые и достаточно жесткие, чтобы оставаться надежными в течение длительного времени. Эти машины дорогие.
Точно так же пресс-форма для литья под давлением должна быть достаточно прочной, чтобы выдерживать высокое давление в полости, усилие зажима и производительность.
Плохо спроектированная форма очень быстро сломается.
Необходимо оптимизировать конструкцию системы охлаждения пресс-формы, чтобы тепло отводилось быстро. Для сокращения продолжительности цикла недостаточно иметь тонкие стенки детали.
Ожидайте, что на машины и пресс-формы вы потратите значительно больше средств по сравнению с литьем общего назначения. Вам просто нужно потратить деньги, чтобы получить долгосрочную надежность и качество. Если вы сэкономите на цене, у вас будут постоянные проблемы с качеством и поломки оборудования.
Ты получаешь то, за что платишь.
Подходящая сталь для тонкостенных форм
Для тонкостенных форм, особенно при высокоскоростном литье под высоким давлением, твердость стали должна быть выше HRC42, поэтому срок службы пресс-формы может быть гарантирован.
NAK-80 или 718H, только с HRC30 и выше. Не нужно думать. Даже H13 является основной сталью для тонкостенных форм.
Кроме того, в качестве сырья используется прозрачный прозрачный полипропилен, для которого необходимы свойства полировки стали.
Прежде всего, рекомендуйте S136 с HRC43-45.
Если ваш бюджет ограничен, то предлагает H13 с HRC43-45.
Технические особенности тонкостенных форм
1. оптимизированная система охлаждения
2. уникальная система вентиляции воздуха
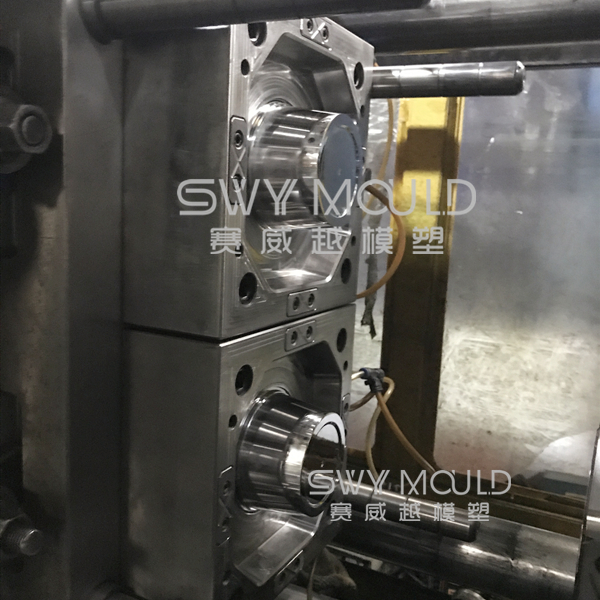
3. Независимая конструкция сердечника / полости, вы можете менять каждую, даже форму на литьевой машине
4. правильный выбор стали для различных компонентов тонкостенной формы
5. Трехэтапный инструментальный процесс для достижения высокой точности размеров, а также предотвращение деформации стали.
6. строгий контроль размеров после каждого этапа обработки
7. строгий контроль качества перед отправкой,
например, испытание водой под высоким давлением, чтобы убедиться в отсутствии утечки воды,
проверка подвижных частей, чтобы убедиться, что все движутся плавно,
более 3 часов массового производства, чтобы гарантировать стабильную работу пресс-формы
Пример параметров процесса для тонкостенной детали
Время впрыска: 0,2 с
Давление впрыска: 1400 бар
Время удержания: 0,5 с
Давление удержания: 700 бар
Подушка: 3 мм
Время охлаждения: 0,8 с
Время открытия: 1,6 с
Время закрытия: 0,9 с
Время пластификации: 1 сек.
Время цикла: 4 с
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.