ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Пластиковый материал: HDPE
Сталь для полости: DIN 1.2738+, бериллиевая медь
Сталь сердечника: DIN 1.2311 + бериллиевая медь
Горячий бегун: 1 капля с нагревательными змеевиками «HOTSET»
Система выброса: воздушный тарельчатый клапан
Время цикла: 19 секунд (высокоскоростная литьевая машина)
Срок службы пресс-формы: 1 миллион
Срок доставки: 60 дней
Форма для ведра - одна из наших самых важных форм для литья пластмасс под давлением, наша форма для ведер включает в себя форму для тонкостенных ведер, форму для пищевых ведер, форму для ведер, цилиндрическую форму для ведер, квадратную форму для ведер, форму для кубовидных ведер, ведро для промышленного использования и форму для ведер, воду формы для ведер, промышленные формы для ведер с краской, формы для рыболовных ведер, формы для упаковочных ведер, формы для ведер для мусора, формы для цементных ведер, формы для пластиковых бочек и другие формы для ведер.
Как изготавливается пластиковая форма для ведра с краской?
1. Дизайн и структура пресс-формы
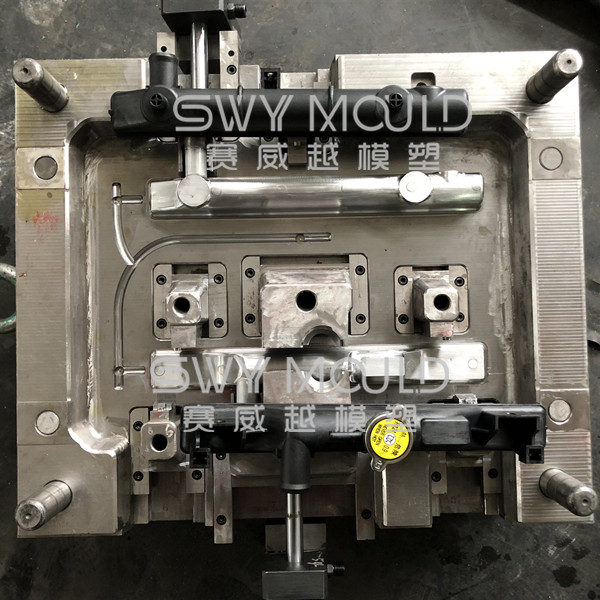
Качественная конструкция пресс-формы - это предпосылка для квалифицированной пресс-формы перед производством. SWY придает большое значение анализу конструкции пресс-формы, включая угол наклона при извлечении из формы, воплощение поверхности продукта, конструкцию литниковой системы, конструкцию вытяжки, конструкцию системы охлаждения и т. Д. Основные проблемы, которые могут легко возникнуть, будут возникать в результате проб и ошибок во время конструкции формы. дизайн.
2. Формовочная сталь
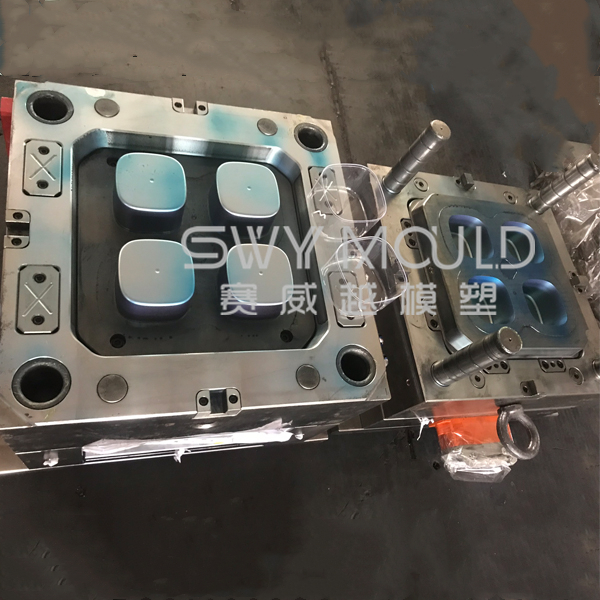
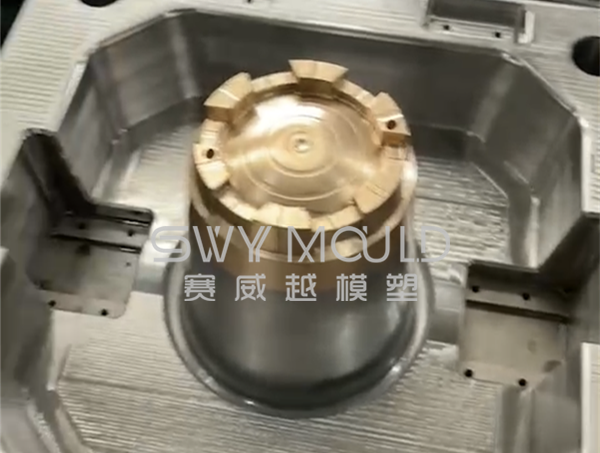
Чтобы продлить срок службы пресс-формы и повысить качество продукции, SWY увеличивает твердость литейной стали за счет термической обработки. Обычно мы используем стали H13 (48-52HRC), 2316 (45-50HRC) и т. Д., Чтобы предотвратить эксцентриситет формы, мы используем цельнометаллический кусок стали для изготовления ковша. Система охлаждения очень важна. Мы применяем метод охлаждения с одним контуром и по возможности устанавливаем равномерное распределение водных каналов. Чтобы усилить охлаждающий эффект, BeCu можно вставить на сердечник и полость, см. Изображения форм SWY ниже:
3. Система охлаждения пресс-формы
Проектирование системы охлаждения - относительно обременительная работа, а именно учет равномерности охлаждения и охлаждающего эффекта, а также влияние на общую структуру пресс-формы, определяя точное расположение и размер системы охлаждения; и охлаждение ключевых позиций, таких как движущаяся пластина или вставки, боковые ползунки, а также боковые сердечники; стандартная конструкция охлаждающего элемента и выбор стандартных охлаждающих компонентов. SWY MOLD анализирует все факторы, прежде чем приступить к проектированию пресс-формы. Каждая часть пресс-формы имеет рециркулируемую воду, что сокращает время охлаждения, повышает эффективность производства и значительно снижает производственные затраты.
Как обеспечить концентричность формы ведра с краской?
1. Толщина стенки равномерная или неравномерная: причина неравномерной толщины стенок - обработка линии разъема вручную. Кроме того, существуют другие причины, такие как неправильная конструкция пресс-формы для пластикового ведра или плохая полировка сердечника и полости. Поэтому вначале, когда мы проектируем форму для ведра с краской, мы должны учитывать эти факторы. Иногда мы можем сделать некоторые участки немного утолщенными, чтобы повысить прочность ковша, но нужно учитывать, что неравномерная толщина стенок приведет к неравномерному впрыску и неравномерному охлаждению. Таким образом, это замедлит скорость литья под давлением, вызовет проседание.
2. Система охлаждения также является основным элементом форм для пластиковых ведер. Нам нужно спроектировать как можно больше линий охлаждения и правильную компоновку. Вставка Becu - хороший способ улучшить охлаждение пресс-формы для ковша для достижения хороших характеристик охлаждения. BeCu можно вставлять в сердечник и полость. Все маленькие ползунки будут нитридными для увеличения твердости.
Аспекты необходимо обратить внимание на пресс-форму ведра
1. Конструкция предотвращает эксцентриситет формы ведра с краской и обеспечивает сборку и выход продукции.
2. Равномерная толщина стенок ковша для литья под давлением.
3. Контур охлаждающей воды обеспечивает балансировку полости и стержня пресс-формы, чтобы предотвратить перегрев где-либо.
4. Разработайте изнашиваемую пластину под ползунком формы для малярного ведра, чтобы увеличить срок службы формы и стабилизировать работу.
5. Если охлаждение затруднено, используйте медь, чтобы обеспечить эффективность охлаждения.
6. Герметичность. Уплотнительная вода и эффект двойного уплотнения
7. Литье под давлением с горячим бегунком для повышения эффективности и экономии сырья.
8. Точность обработки
9. Полость и воздушный клапан сердечника способствуют выталкиванию, чтобы предотвратить заедание.
10. Выталкивание со съемными пластинами.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.