ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



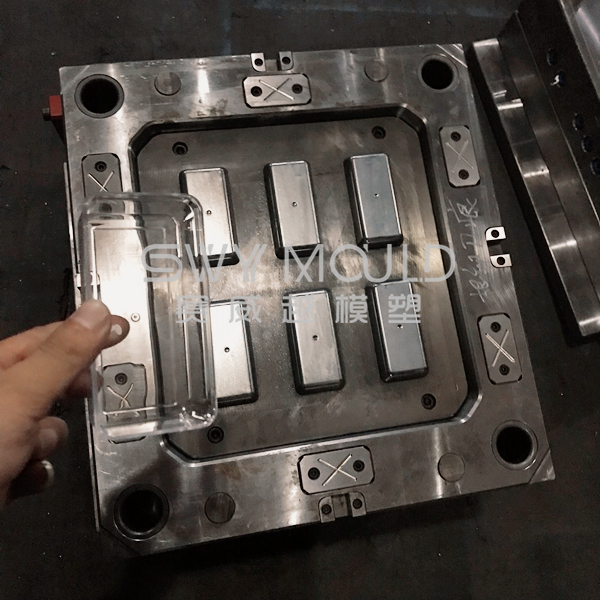
Материал крышки: ПП, пищевой
Размер крышки: 200 * 120 * 28 мм
Материал пресс-формы: H13
Размер формы: 480 * 360 * 450 мм
Полость пресс-формы: одиночная
Система бегунов: Юдо горячий бегун
Бегунок с автоматическим падением и автоматической обрезкой, не требует ручной резки
Горячий литник, малый литник, с одноточечной конструкцией горячеканальной формы
Подходит для машины для литья под давлением 350 тонн
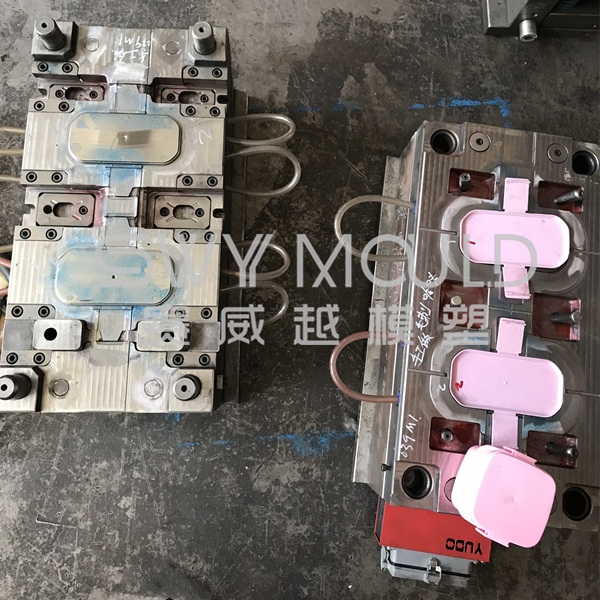
Вначале горячеканальный бегунок широко не использовался, для изготовления такой формы изготовитель пресс-формы использовал холодный бегунок, а после массового производства бегунок отрезал бы бегунок вручную. Было бы очень очевидное расположение ворот. Итак, теперь мы посоветуем нашим клиентам использовать горячий бегунок, который хорош для красоты продукта, а также сэкономит труд.
Широко используется горячий бегунок в пластиковой форме для крышки контейнера для пищевых продуктов
Бесконтактное формование термопластов уже не новость - это известная технология уже более 50 лет, а коммерческие системы доступны уже более 40 лет. Однако рост продаж горячеканальных систем за последнее десятилетие был исключительным. Это напрямую отражает усовершенствованную технологию горячеканальной системы и другие усовершенствования в области контроля нагрева и анализа текучести расплава. Этот рост также является отражением лучшего понимания и принятия преимуществ горячеканальных систем и их применения компаниями, производящими пресс-формы.
Не все виды формования подходят для формования без направляющих. Некоторые материалы чувствительны к нагреванию, и соотношение времени и температуры, особенно если размер порции очень мал, может быть проблемой. В целях обращения и ориентации некоторые семейства деталей лучше всего прикрепить к бегунку, пока они не достигнут другой последующей операции. В других случаях требуемый объем деталей может быть настолько мал, что добавленная стоимость горячеканальной системы к цене пресс-формы не может быть оправдана.
Преимущества горячеканальной системы
1. Устранение бегуна
По мере того как материалы становятся все более сложными и дорогими, холоднокатаная труба, в свою очередь, становится дорогим ломом. Независимо от того, можно ли повторно использовать полозья - а во многих медицинских и пищевых применениях они не могут - переточка и хранение полозьев являются дорогостоящими, шумными и пыльными. При высокоскоростном формовании с высокой кавитацией отходы и повторное измельчение были бы огромными проблемами. При использовании горячеканальных систем эти проблемы доизмельчения и связанные с ними расходы отсутствуют.
2. Сокращение времени цикла / более низкая стоимость обработки
Во многих случаях вес холодного бегунка составляет до половины общего веса дроби, и обычно его сечение намного больше толщины стенки формованной детали. Отказ от холодного лотка сократит время цикла, поскольку время охлаждения контролируется самой толстой частью. Кроме того, будет дополнительная экономия времени цикла при извлечении нагнетательного шнека и времени впрыска из-за меньшего размера порции.
3. Повышенная эффективность системы формования.
Формы с горячими литниками, как правило, легче запускать, потому что нет затвердевших литников, которые нужно удалять после каждой недолакированной порции, пока не будет достигнута полная пресс-форма и не начнется автоматический цикл. В горячеканальных системах форма готова к работе, когда система достигает рабочей температуры. Кроме того, в горячеканальных системах обычно можно использовать более низкие давления впрыска, что уменьшит прогиб пресс-формы и плиты и сведет к минимуму заусенец, вызываемый перемещением компонентов пресс-формы.
4. Оптимальное качество деталей
Устранение холодного канала улучшит условия наполнения и упаковки. Когда пластик течет через холодный желоб, он теряет тепло на плитах формы, вызывая перепады давления, которые могут привести к образованию вмятин и неполному заполнению деталей. С другой стороны, горячеканальные системы поддерживают сбалансированный поток расплава при постоянной температуре от сопла машины на всем пути до заслонки, чтобы полностью заполнить и запечатать полости. Таким образом, горячие литники помогают формовщикам в полной мере использовать высокоточные и взаимозаменяемые полости для достижения точности размеров и качества пластмассовых деталей. Если по какой-либо причине полость повреждена или не соответствует спецификации, очень легко уменьшить нагрев ее сопла горячего литника и предотвратить образование в полости дефектных деталей.
5. Автоматизация формования.
Все больше компаний автоматизируют формование и сборку пластмасс. Это, в свою очередь, вызывает потребность в очень точных пластмассовых деталях без заусенцев. Горячеканальные пресс-формы имеют определенное преимущество при использовании с автоматизацией, потому что, помимо однородности размеров детали, отсутствуют направляющие, которые могли бы запутаться в механизмах пресс-формы, роботах, конвейерах, сборочном оборудовании и т. Д.
6. Гибкость дизайна
Основное преимущество горячеканальной системы, о которой очень мало написано, - это способность размещать ворота в самых разных точках детали. Благодаря использованию литников с горячим наконечником, вентилей или краев, горячие литники позволяют разместить вентиль в наиболее подходящем месте для оптимального заполнения и / или эстетики детали. Эта гибкость, которую горячие литники придают конструкции детали, распространяется и на пресс-форму, где гибкость в расположении литника может помочь оптимизировать ориентацию полости, охлаждение и упрощение пресс-формы.
7. Сбалансированный поток расплава
Преимущество потока, присущее горячим лоткам, заключается в том, что каналы расплава находятся в отдельных коллекторах с внешним обогревом, которые изолированы от окружающих плит кристаллизатора. В отличие от холодноканальной плиты, горячий коллектор может быть спроектирован так, чтобы иметь проточные каналы на нескольких уровнях, чтобы гарантировать, что смола течет одинаковой длины от сопла формовочной машины в каждую полость с одинаковыми профилями и диаметрами каналов, количеством витков, тепловая выдержка и потеря давления. Другими словами, пластик достигает каждой полости - будь то две или более - с одинаковым давлением и термической историей. Такой встроенный контроль температуры и давления особенно удобен для смол с узкими окнами обработки.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.