ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



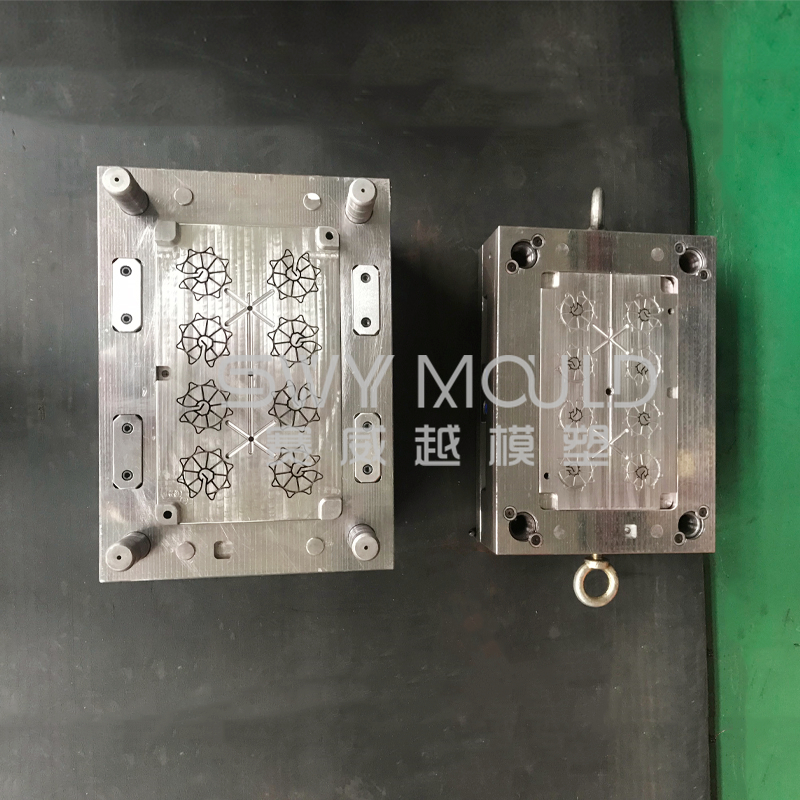
Материал корпуса: ПК
Размер корпуса: 36 * 18,83 * 36 мм
Сталь пресс-формы: H13
Основание пресс-формы: C50
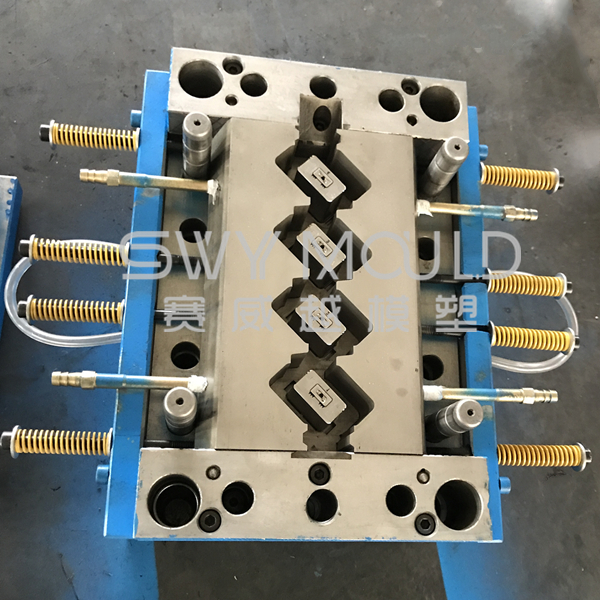
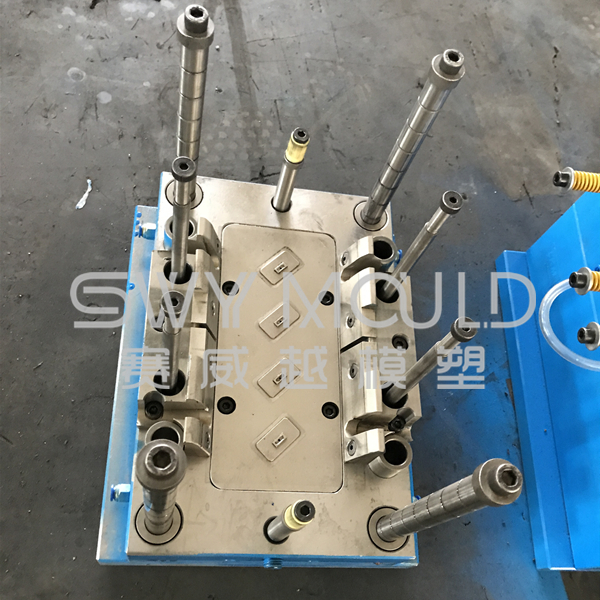
Полость формы: 4
Система впрыска: холодный бегун
Обработка поверхности: глянцевый полироль
Срок службы пресс-формы: 3 миллиона снимков
Срок поставки образца: 50 дней
Подготовка перед литьем под давлением
1. Подготовьте форму. Нам нужно проверить пресс-форму перед тем, как собирать ее в машину для литья под давлением. Форма требует тщательной очистки, состояние сборки. У каждой части есть трещина, прикус? Мы собираем выталкивающий штифт или угловой стержневой штифт?
2. Подготовьте пластиковый материал: нам нужен сухой материал для удаления влаги. Время высыхания разное для каждого материала.
3. Вам необходимо рассчитать вес материала по количеству продукта.
4. Подготовить охлаждающий канал, приспособление, вставку.
Настройка перед литьем под давлением
1. Соберите пресс-форму в машину для литья под давлением, систему охлаждения, установите температуру для основной плиты и плиты полости. Затем настройте систему выталкивания формы, расстояние открытия формы в машине для литья под давлением.
2. Подготовьте рабочую зону, работника, оборудование, робота для автоматического литья под давлением.
3. Подключите смолу из сухой системы к загрузочному бункеру литьевой машины.
4. Удалите старую смолу из сопла.
5. Настройка условий впрыска следует за работой вручную.
Этапы процесса литья пластмасс под давлением
1. Процесс зажима
Перед тем, как литьевая машина выталкивает расплавленный пластик в форму, каждая половина формы прикрепляется к литьевой машине. Система зажима будет зажимать пластину полости и пластину сердечника. Эта сила будет пропускать литьевую форму, всегда закрывающуюся под высоким давлением процесса впрыска. Если зажим небольшой, форма может открываться под высоким давлением. Это причина вспышки, шага.
Как рассчитать прижимную силу?
F (тонна) = {A (см²) x P (кг / см²)} / 1000
F = зажим
A = площадь отражения формованного продукта
P = давление в форме.
2. Процесс впрыска
* Процесс заполнения инъекций
Сопло переместится в контакт с литьевой формой на литнике.
Винт продвинется вперед и вытолкнет расплавленный пластик в форму. Расплавленный пластик проходит через форму по пути: литник -> желоб -> затвор -> полость.
* Процесс уплотнения ворот (закрытия ворот)
Это процесс от завершения закачки до герметизации затвора (закрытия затвора). Давление выдержки (вторичное давление) применяется во время охлаждения и затвердевания затвора. Этот процесс используется для улучшения тонкости при стрельбе на коротком расстоянии.
3. Процесс охлаждения
Для канала охлаждения будет использоваться вода или масло. По мере того как пластик остывает, он затвердевает и принимает форму желаемой детали.
4. Пластифицирующая смола
Пока продукт остывает, винт машины для впрыска возвращается в исходное положение, чтобы подготовить материал для нового цикла.
5. Открытие формы и удаление продукта.
Когда смола достаточно остынет, форма откроется, и машина для литья под давлением ударится по выталкивающей пластине, а затем вытолкнет образец из формы.
6. Продукция для резки и парковки ворот
После того, как мы получим образец, он будет перемещен к станкам для резки ворот, а затем припаркован для следующей цели.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.