ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.






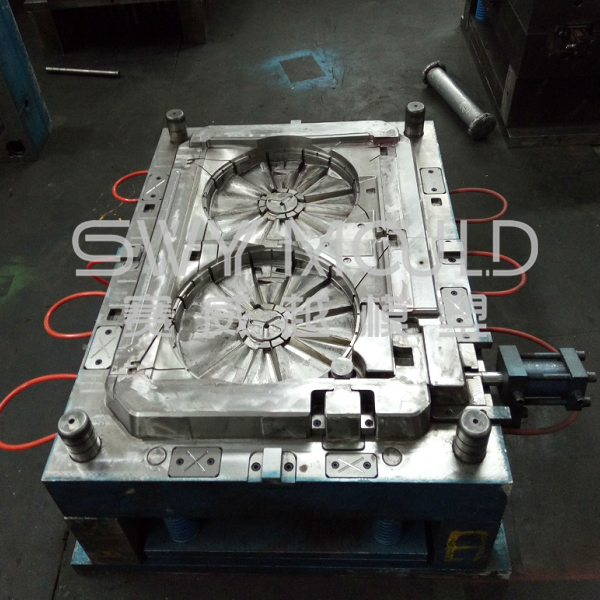
Этот лоток состоит из двух форм: одна - плоская, вторая - заборная, две части необходимо соединить вместе.
Размер лотка: диаметр 280 мм
Высота забора: 45 мм
Сырье: ПП
Материал пресс-формы: S136
Тип бегуна: холодный бегун
Система выброса: штифты для зачистки
Срок выполнения: 50 дней
Основные этапы тестирования пресс-форм для пластиковых подносов для кофе
1. Проверьте, правильно ли находится пластик в бочке и спекается ли он в соответствии с правилами (если для испытаний и производства используются разные материалы, вероятно, будут разные результаты).
2. Очистите трубу с материалом, чтобы предотвратить попадание в форму низкокачественного компаунда или разных материалов, поскольку низкокачественный компаунд и разные материалы могут вызвать застревание формы. Проверьте, подходит ли температура трубы и формы для обработки сырья.
3. Отрегулируйте давление и количество впрыска для получения готовых пластмассовых деталей, отлитых под давлением, с удовлетворительным внешним видом. Однако на нем не может быть заусенцев, особенно если некоторые продукты с полостями не полностью затвердели. Перед настройкой различных условий управления вам следует больше об этом подумать, потому что скорость наполнения немного изменилась, что может вызвать большое изменение наполнения.
4. Наберитесь терпения и дождитесь стабилизации состояния машины и формы. Машине среднего размера, возможно, придется подождать более 30 минут. Вы можете использовать это время, чтобы проверить возможные проблемы, которые могут возникнуть в готовом продукте.
5. Время продвижения винта не должно быть меньше времени затвердевания пластика литника. В противном случае вес пластмассовых деталей, изготовленных литьем под давлением, будет уменьшен, что ухудшит характеристики готовых пластмассовых формованных изделий. А когда пресс-форма нагревается, время продвижения винта также необходимо увеличить, чтобы уплотнить готовые пластиковые формованные изделия.
6. Разумная корректировка для сокращения общего цикла обработки
7. Запустите новые перенесенные условия в течение не менее 30 минут для стабилизации, а затем, по крайней мере, непрерывно изготовьте дюжину полнорежимных образцов, отметьте дату и количество на держателе и поместите их отдельно в соответствии с полостью для проверки стабильности работы. разумные допуски экспортного контроля (особенно ценно для многогнездных пресс-форм)
8. Измерьте непрерывный образец и запишите его важный размер (следует повторно взять образец, когда образец остынет до комнатной температуры).
9. Сравните размеры каждого образца пресс-формы.
10. Если размер готовых пластиковых формованных изделий не меняется и условия обработки нормальные, необходимо следить за тем, является ли качество каждого готового изделия в полости приемлемым, а размер может быть в пределах допуска. Запишите количество непрерывных или больших или меньших полостей, чем среднее значение, чтобы проверить правильность размера формы.
11. Увеличьте время обработки, чтобы стабилизировать температуру плавления и температуру гидравлического масла.
12. В зависимости от размера всех готовых пластиковых деталей, изготовленных литьем под давлением, они слишком велики или слишком малы, чтобы регулировать условия работы машины, если степень усадки слишком велика, а готовый продукт кажется недостаточным, его также можно использовать для увеличения размера ворот.
13. Если размер каждой полости слишком велик или слишком мал, если размер полости и шибера правильный, то необходимо изменить условия машины, такие как скорость заполнения, температура пресс-формы и давление каждой части, а также то, заполняется ли отверстие медленно.
14. В зависимости от ситуации согласования готовых изделий с полостью или смещения сердечника, это может быть индивидуально изменено. Возможно, появится возможность снова проверить скорость заполнения и температуру формы, чтобы улучшить однородность.
15. Осмотрите и устраните неисправность машины для впрыска. Все будущие данные, которые помогут успешно установить те же условия обработки, должны быть сохранены, чтобы получить продукт, соответствующий стандартам качества.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.