ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Материал смолы: ПК
Размер детали: 205*160*260 мм
Полость формы: 1
Вес выстрела: 353 г
Время цикла: 47,7 с
Вес машины: 480 т
Режим работы: полностью автоматический
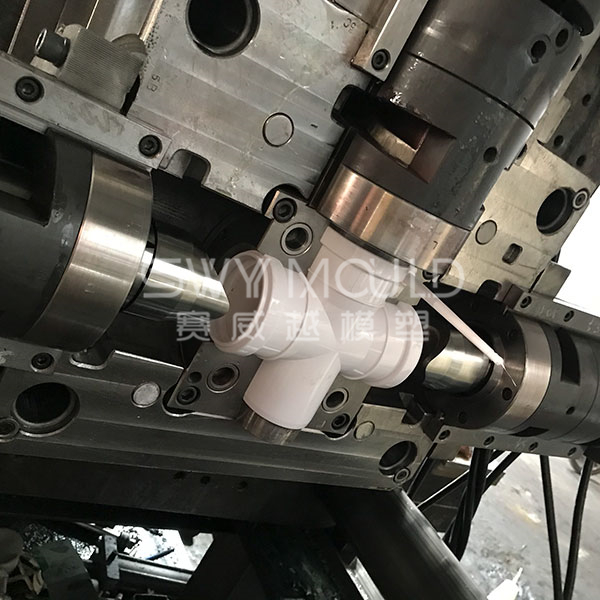
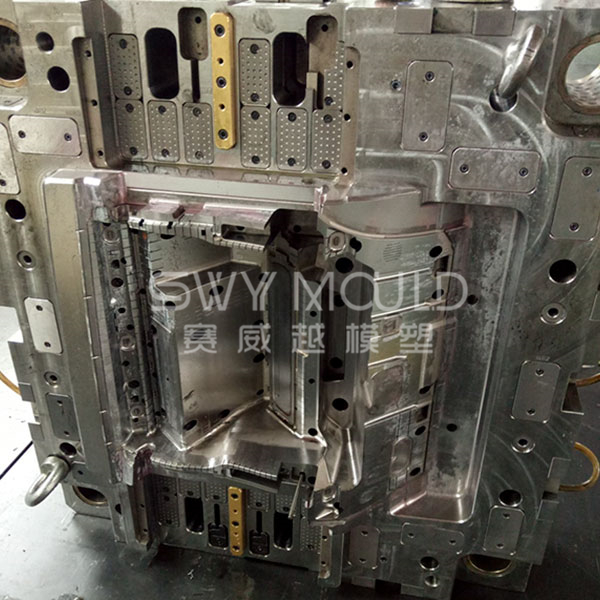
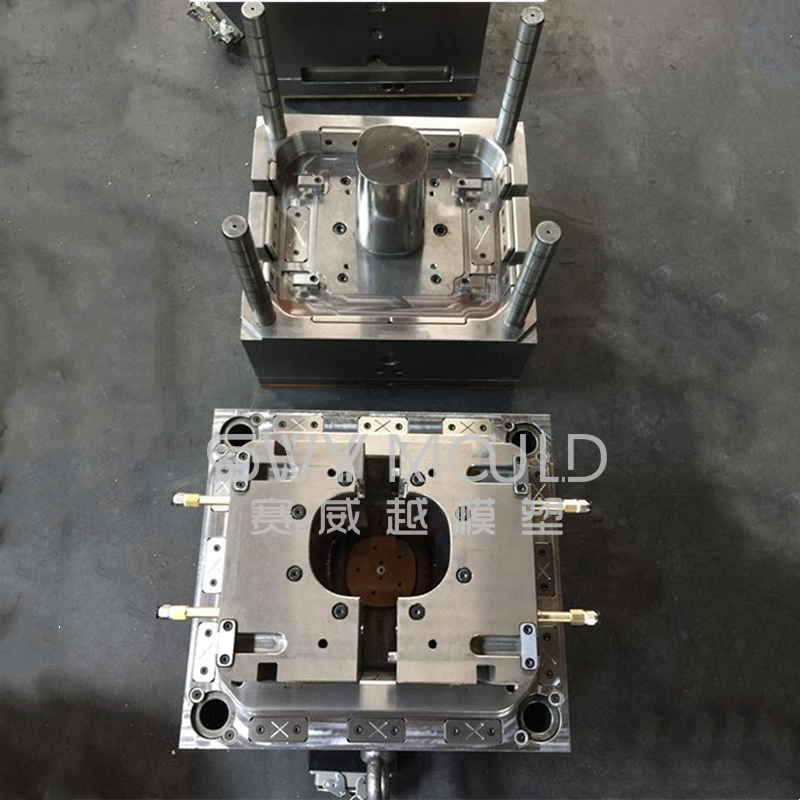
Основные моменты литья под давлением пластикового корпуса кувшина соковыжималки
Для этой пластиковой формы для корпуса кувшина соковыжималки наиболее важным моментом является высококачественная полировка. Форму следует тщательно отполировать до достижения высокой прозрачности. Так как часть состоит из двух больших ползунков, линия разъема на ручке также важна, она должна быть как можно меньше, чтобы избежать засветки и не порезать пальцы клиентов во время использования.
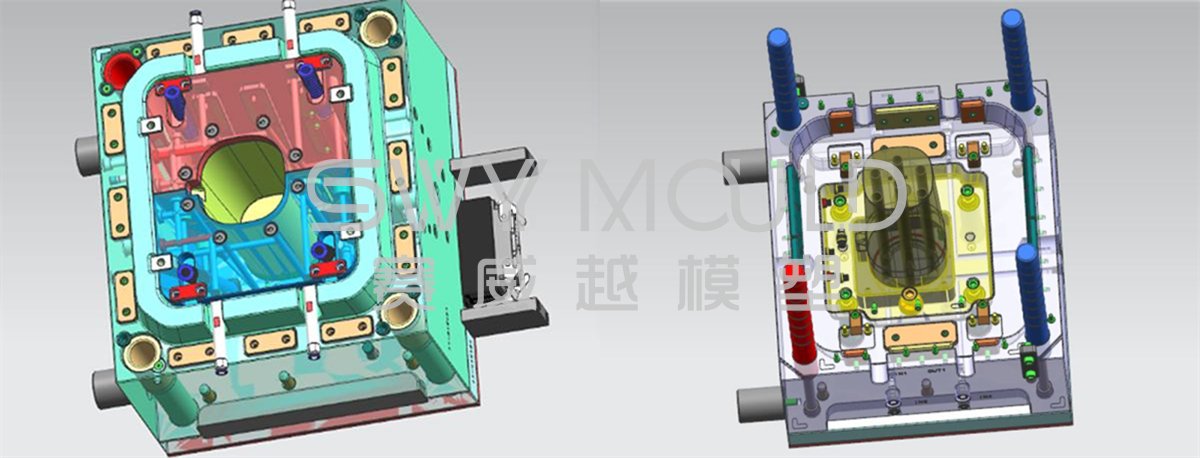
Дизайн и инженер в SWY MOLD
SWY Mold использует самый популярный дизайн программного обеспечения. В SWY мы работаем с клиентами независимо от того, есть ли у них полные спецификации или только предварительные планы развития. Наша команда инженеров поможет вам в разработке четкого понимания ваших требований и поможет вам принять важные решения, которые ускорят ваш проект до массового производства.
Литье пластмасс под давлением из ПК
Обладая выдающимися характеристиками, пластики ПК (поликарбонат) обладают высокой прозрачностью, ударопрочностью и устойчивостью к ползучести и могут применяться в широком диапазоне температурных условий. К технологическим характеристикам ПК относятся: вязкость расплавленного ПК чувствительна не столько к скорости сдвига, сколько к температуре; нет четкой точки плавления; расплав очень вязкий; смола имеет тенденцию разлагаться в условиях высокой температуры, и продукт имеет тенденцию к растрескиванию. Таким образом, ПК необходимо обрабатывать по-разному, исходя из следующих особенностей: вместо увеличения давления впрыска требуется повышение температуры впрыска для улучшения текучести расплава; желоб формы и литник должны быть короткими и широкими, чтобы свести к минимуму потери давления расплава и гарантировать высокое давление впрыска. Смола должна быть тщательно высушена перед процессом литья под давлением, чтобы поддерживать содержание влаги ниже 0,02%. Кроме того, материал должен быть теплым, чтобы предотвратить впитывание влаги. Необходимо не только правильно спроектировать продукт, но и использовать правильные методы формования, например, повышение температуры пресс-формы или применение дополнительной обработки продукта, которая помогает минимизировать или устранить внутреннее напряжение, а также своевременная корректировка параметров обработки в зависимости от состояния продукта.

Технологические характеристики ПК
Поликарбонат требует высокой температуры литья под давлением (270–320 ℃) из-за его характеристик высокой вязкости, высокой температуры расплава и плохой текучести. Условно говоря, регулируемый диапазон температуры материала уже, чем у ПММА. Несмотря на незначительное влияние на текучесть, высокое давление впрыска все же требуется из-за высокой вязкости. И соответственно, для предотвращения возникновения внутренних напряжений время выдержки нужно минимизировать. Такие характеристики, как высокая скорость усадки, стабильность размеров, а также высокое внутреннее напряжение и легкое растрескивание продукта, делают целесообразным повышение температуры вместо давления, чтобы улучшить текучесть, и в то же время повысить температуру формы, оптимизировать структуру формы. и применять последующую обработку, чтобы свести к минимуму возможность растрескивания. При впрыскивании на низкой скорости вокруг литника возникает рябь, поэтому температуру инжекционного сопла необходимо контролировать отдельно, гарантируя при этом высокую температуру формы и низкое сопротивление в желобе/литнике.
Производительность ПК для литья пластмасс под давлением
Как группа кристаллических полимеров, ПК имеет четкую температуру плавления – плавление при 220℃ и разложение при 350℃; его общая температура обработки составляет от 250 до 320 ℃; впитывает влагу, небольшое количество влаги может привести к его разложению при высокой температуре, поэтому перед литьем под давлением его необходимо высушить при 120℃ в течение 4-5 часов; расплав материала ПК достаточно вязкий, поэтому необходимо высокое давление впрыска; при обработке поликарбонатного материала, если позволяют условия, можно использовать регулятор температуры пресс-формы для повышения температуры пресс-формы, чтобы уменьшить внутреннее напряжение продукта; когда необходимо использовать вставку, предварительный нагрев не требуется для вставок диаметром менее 1-2 мм, но для вставок большего размера требуется предварительный нагрев, иначе из-за внутренних напряжений возникнут трещины; скорость усадки ПК не зависит от условий обработки и толщины изделия; при близких скоростях вертикальной и горизонтальной усадки ПК можно использовать для изготовления высокоточных изделий; его скорость усадки составляет 5 ‰, а предельное значение переполнения 0,05 мм.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.