ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Материал перчаточного ящика автомобиля - армированный марки PA66 + GF30%. Внутренняя структура этого изделия чрезвычайно сложна, и форма также сложна. Форма изделия должна формироваться с помощью двухстороннего цельного слайдера. Внутренняя часть сформирована внутренним сердечником, а расстояние выброса большое. Общая толщина формы (138 мм) велика, и ее изготавливают на относительно большой машине для литья под давлением. Если машина для литья под давлением 200 тонн может быть сформирована в соответствии с массой продукта, то как значительно уменьшить толщину формы при обеспечении нормального производства продукта является проблемой для разработчиков пластиковых форм для литья под давлением.
У этой формы есть много деталей, которые необходимо учитывать при проектировании, здесь мы хотели бы показать вам некоторые важные моменты.
1. Конструкция ворот
Поскольку сырье для продукта - PA66 с 30% стекловолокна, текучесть очень низкая. В оригинальной форме для подачи клея используются 4 горячих канала. Диаметр точки клея составляет около Φ3 мм. Это не проблема из-за этой ситуации. Лицевая сторона клея собирается внутри приборной панели автомобиля и не влияет на внешний вид. Фактически, одна из основных причин, по которой общая толщина матрицы автоформования слишком велика, - это использование горячеканальной системы. Толщина формы не может быть уменьшена. Поразмыслив, мы взяли на вооружение такие ворота, которые точно такие же, как клей старой формы. Он также приклеен в 4-х точках, а положение клея такое же, как и у оригинального автоформования. Но это относится к большой конструкции насадки (см. Рисунок).

2. Большой дизайн и композиция слайдера.
Большой слайдер состоит из корпуса слайдера и седла слайдера. Корпус ползуна изготовлен из NAK80, а седло ползуна - из CrWuMn, что может снизить стоимость изготовления пресс-формы. Изготовление пластиковых форм также более удобно, давайте посмотрим на противоположную сторону корпуса слайдера, у меня здесь хороший макет, см. Рисунок.

Как видно из рисунка выше, к прямоугольному выступу на противоположной стороне корпуса ползуна добавлены две выступа. Почему?
Потому что для продления срока службы автоформовки в корпусе ползуна используется более дорогая сталь и термическая обработка. Для экономии затрат на автоматическое формование корпус слайдера сделан тоньше, самое толстое место составляет 43,6 мм, а шаг позиционирования 15 мм удален. Остальные 28,6 мм. Сложнее расположить винт, соединенный с большим гнездом ползуна, а нижнее отверстие с резьбой не может быть просверлено слишком глубоко, поэтому фактическое эффективное количество зубьев резьбы не является идеальным. Поскольку уплотнительное кольцо канала охлаждающей воды всей большой ползунковой системы прижимается семью шестигранными резьбами M12, если эффективного числа зубьев винта недостаточно, винт не может быть затянут слишком сильно, или он будет проскальзывать. Теперь, когда были добавлены эти две маленькие квадратные выступы, фактическая длина резьбы увеличилась на 15 мм, так что не о чем беспокоиться. С точки зрения стоимости изготовления пресс-формы, большой ползун теперь увеличивает надежность, но не увеличивает стоимость изготовления пресс-формы и материала. Это небольшая деталь конструкции пресс-формы, но накопление этих деталей заставляет производителя форм для литья под давлением постепенно повышать уровень проектирования конструктора литьевых форм для пластика в процессе проектирования.
3. Большой дизайн системы охлаждения слайдера.
Как видно из рисунка, корпус ползуна и держатель ползуна соединены семью винтами M12 с внутренним шестигранником, а уплотнительное кольцо расположено в том месте, где вода соединяется с этими двумя.

Температура плавления PA66 очень высока, форма продукта сложна, а размер сборки должен быть стабильным. Поэтому положение расположения отверстий для охлаждающей воды в большой системе ползунов относительно важно. В реальном производстве используется термопластавтомат, температура которого постоянна и составляет 110 ℃. Теперь я устраиваю водный канал на корпусе ползуна, который выводится через седло ползуна через уплотнительное кольцо и расположен на двух сторонах формы. Изготовление такой пластиковой формы более удобно.
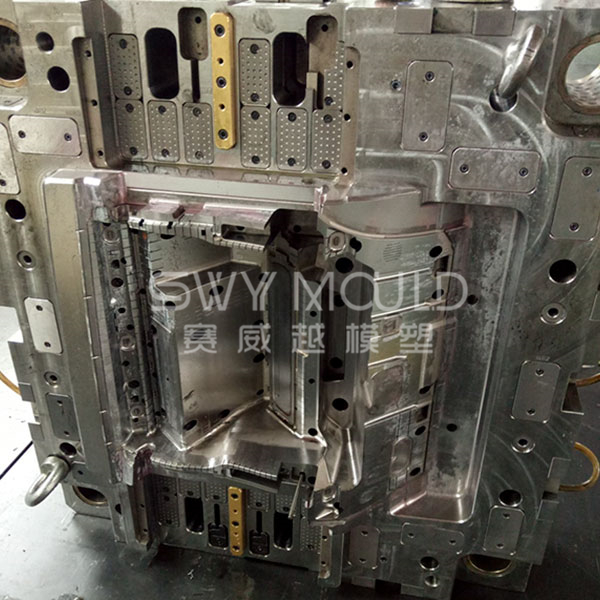
4. Конструкция фиксированной формы
Неподвижная форма представляет собой единое целое без вставок, см. Рисунок.

Внутренняя поверхность неподвижной формы прикреплена к большому корпусу ползуна, и на поверхности соединения формируется поперечный путь потока, который затем разделяется на четыре прохода потока (см. Следующий рисунок). Конструкция фиксированной формы очень обычна, но для снижения напряжения после литья под давлением конструкция системы охлаждения очень важна для производителя форм для литья под давлением.

Из приведенного выше рисунка видно, что в дополнение к четырем водным путям в горизонтальном направлении центральная выступающая часть также снабжена «водоемом», так что водный путь всей движущейся формы относительно однороден, а теплообмен относительно сбалансирован для минимизации остаточного напряжения в продукте.
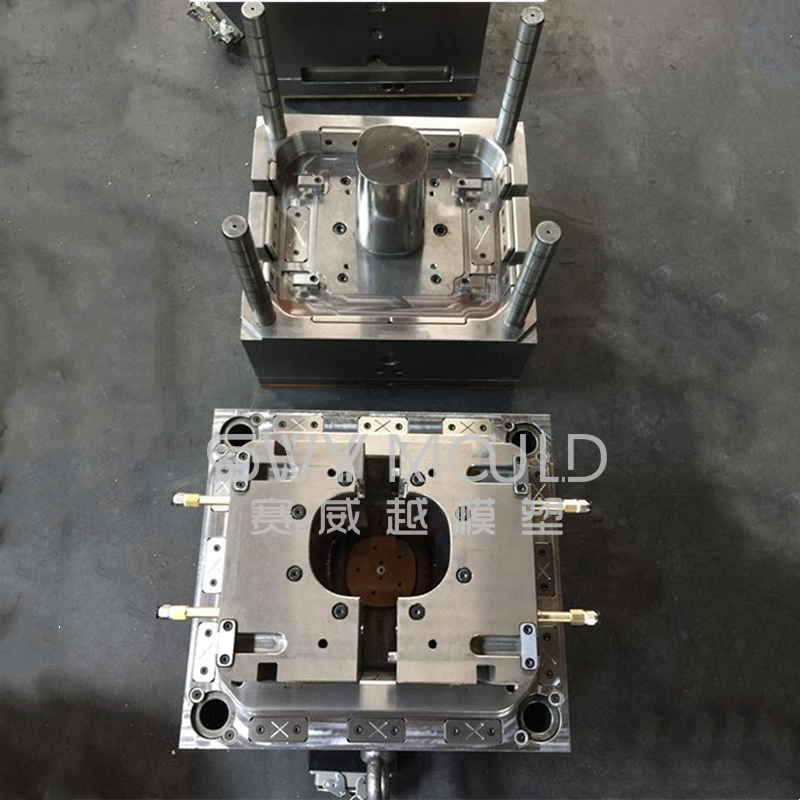
5. Конструкция механизма вытягивания стержня.
Внешний вид движущейся формы - самая захватывающая часть этого набора форм. Это довольно сложно. Давайте сначала посмотрим на внешний вид всей движущейся формы (см. Рисунок).

Принцип внутреннего усадочного сердечника (см. Следующий рисунок), внутренний усадочный сердечник разделен на две части, средняя часть закреплена на подвижном шаблоне 2 и движется вместе с ним. Две стороны расположены на подвижной фильерной плите 1. Наклон Т-образной дорожки на стороне нижнего сужения скользит внутрь по мере движения вниз. Чтобы обеспечить надежное и долговечное перемещение усадочного блока, мы разработали ряд соответствующих фрикционных и фиксирующих механизмов, которые будут подробно описаны ниже.

Заключение
Раньше это было очень головной болью для производителя форм для литья под давлением, но теперь его можно полностью автоматизировать, а используемая термопластавтомат меньше по размеру, что позволяет экономить энергию; во-вторых, исключается наличие горячего бегунка и используется большое сопло для экономии затрат на изготовление пресс-формы для пластмассы. Ярким пятном является то, что на стыковочной плоскости большого слайдера и фиксированной вставки формы добавлены две выступы, чтобы переместить точку приклеивания к середине изделия; в-третьих, в нем используется крестообразный защитный фрикционный блок, обеспечивающий безопасное и надежное действие выдвижного ползуна.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.