ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
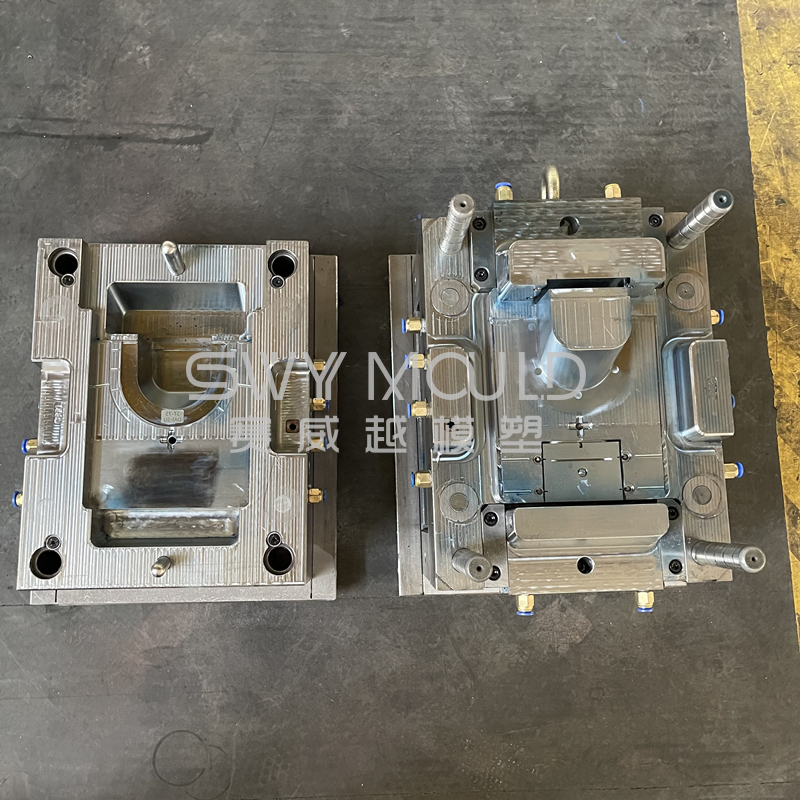


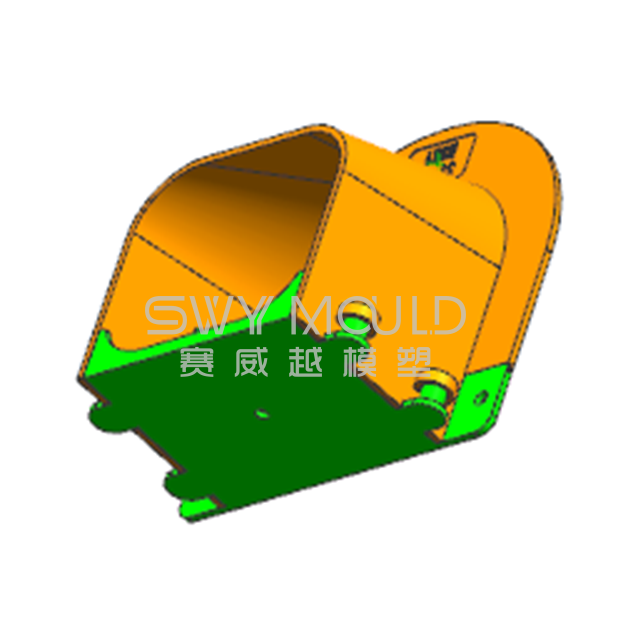
Пластиковая смола: ПВХ
Сталь пресс-формы: P20
Основание пресс-формы: C50
Полость пресс-формы: 1+1
Система впрыска: холодный бегун
Система ворот: боковые ворота, отрезанный вручную бегунок
Время выполнения: 45 дней
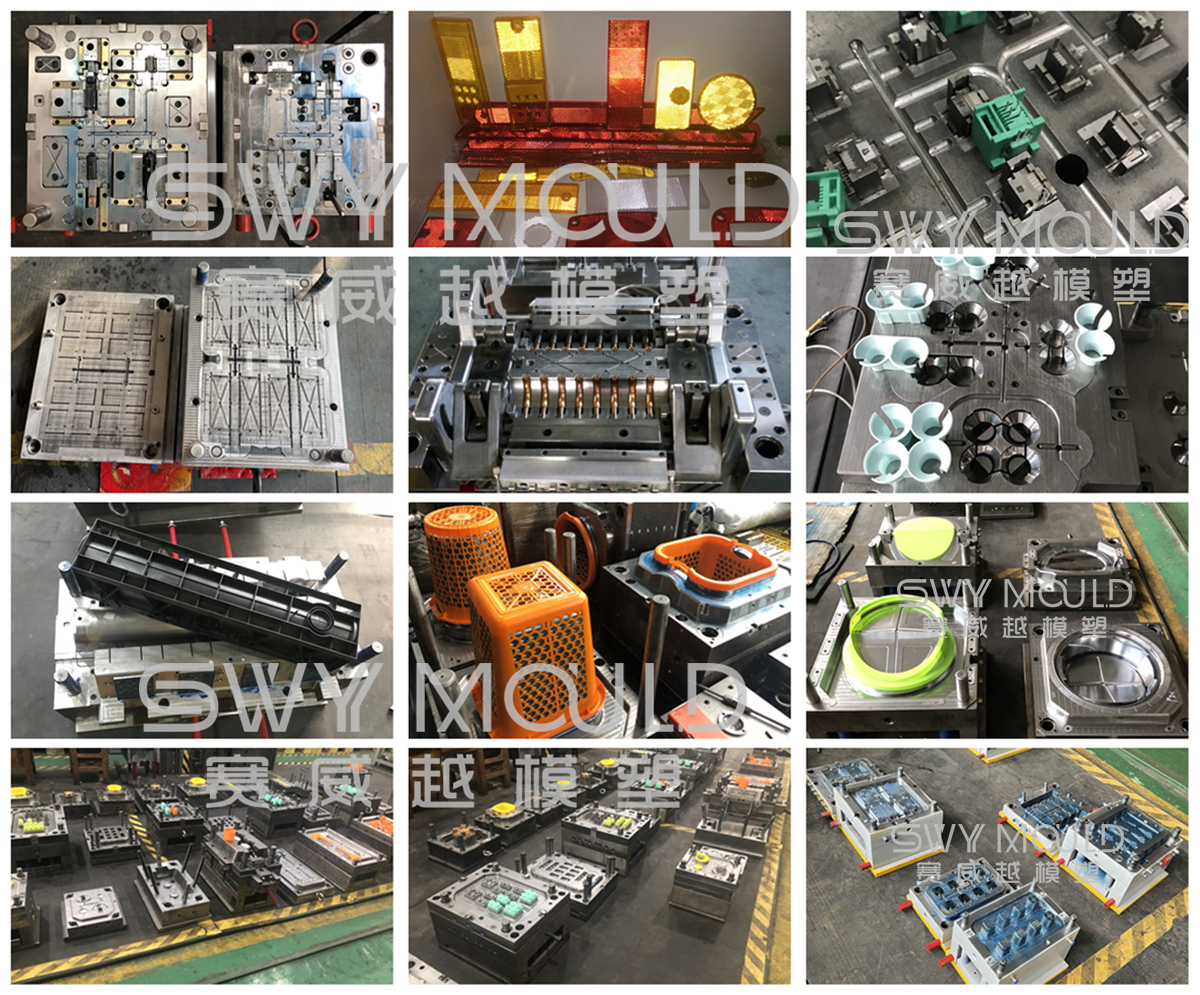
О нашей Taizhou Saiweiyue Mold & Plastic Co., Ltd.
SWY MOLD производит пластиковые формы для литья под давлением и массовое производство литья под давлением. Будь то 1 или 5000 деталей, мы поставляем компоненты и узлы производственного класса, которые соответствуют вашим жестким графикам поставок. Благодаря множеству взаимодополняющих процессов мы можем помочь вам в производстве всего, от пресс-форм для литья под давлением до больших пластиковых корпусов.
1. Предлагаемая услуга:
* САПР дизайн
* Экспертиза DFM
* Быстрое прототипирование
* Массовое производство
* Покраска и отделка

2. Обслуживаемые отрасли:
* Формы для бытовых изделий
* Формы для деталей электроприборов
* Пресс-формы для автомобильных деталей
* Пресс-формы для промышленных деталей
*Формы для детских изделий
* Пресс-формы для медицинских изделий
* Пресс-формы для фитингов
* Формы для сельскохозяйственных продуктов
......
Хотя мы обслуживаем множество других отраслей, у каждой из них есть одна общая черта: они нуждаются в исключительном качестве и быстрой доставке, подкрепленной обширным опытом и ноу-хау в производственных процессах.
SWY MOLD использует свой опыт и знания в производственных процессах, чтобы помочь вам выбрать правильный метод и правильный материал для работы. А поскольку дизайн для производства не всегда совпадает с дизайном готовой детали, мы предлагаем свои таланты в разработке ваших деталей для технологического процесса. Таким образом, вам не нужно беспокоиться о разработке пластиковых деталей для формовки. Мы позаботимся об этом за вас, чтобы вы могли приступить к решению своей следующей дизайнерской задачи.
Так что, если ваш проект близится к завершению и вам нужно изготовить прототипы или серийные детали, обратитесь в компанию SWY MOULD. Позвоните нам сегодня, чтобы обсудить ваш проект или отправить нам запрос на коммерческое предложение. Ты не пожалеешь об этом.
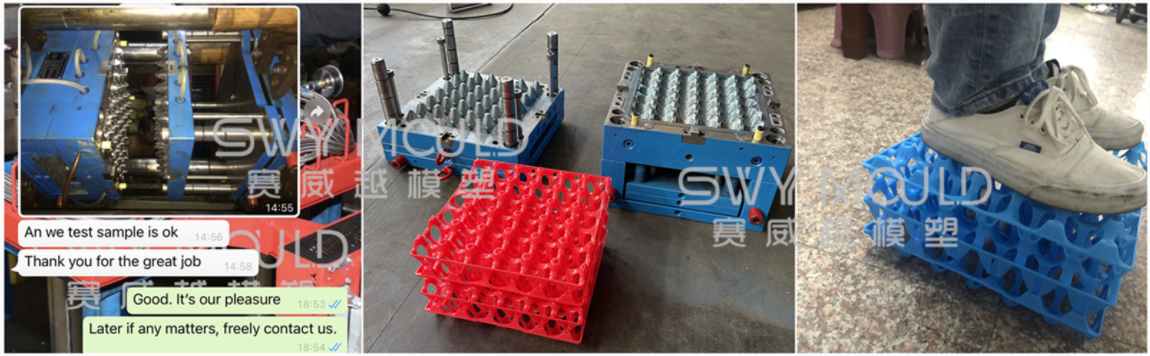
Быстрая доставка с качественными пресс-формами
Опираясь на скорость своих процессов и операций, SWY MOLD предлагает решение для ваших задержек с производственной оснасткой или внесения изменений в конструкцию в последнюю минуту. SWY может доставить небольшое количество пластиковых деталей для краткосрочного ремонта или построить для вас решение для перехода к производству.
Когда другие отказываются от работы, потому что она слишком сложная или слишком спешная, вы можете обратиться к SWY MOULD. И независимо от скорости или сложности, вы получите высококачественные пресс-формы и первоклассный сервис, о чем свидетельствуют следующие отзывы наших клиентов:



Способы устранения поверхностных дефектов при литье под давлением
Как правило, во время обработки пресс-формы, если нам нужно использовать оборудование для литья под давлением для обработки поверхности продукта, будут большие или маленькие дефекты. Как правило, эти дефекты появляются в положении литника, которое относится к начальному положению обработки пресс-формы, поэтому эти два положения подвержены проблемам, и нам необходимо найти способы устранения этих дефектов, чтобы улучшить эффект отображения.
Дефекты темных пятен и незначительные дефекты появляются вблизи литника, что характерно при производстве продуктов из материалов с высокой вязкостью и низкой текучестью, таких как поликарбонат, полиметилметакрилат или особенно АБС. При оттекании смолы от центра поверхностного слоя охлажденной смолы на видимой поверхности могут возникать такие дефекты изделия.
Люди часто выявляют наличие таких технических дефектов, которые часто возникают на стадии заполнения формы и выдержки под давлением. На самом деле темные пятна появляются возле ворот, обычно в начале и на стадии развития временного цикла закачки. Экспериментальные исследования показывают, что проблема поверхностного скольжения на самом деле связана со скоростью впрыска, а точнее со скоростью потока в передней части потока расплава.
Даже если скорость впрыска постоянна, когда расплав поступает в форму, скорость его течения будет меняться. При входе в зону ворот формы скорость плавления очень высока, но после входа в полость формы скорость плавления начинает снижаться. Это изменение скорости потока на переднем конце потока расплава приведет к поверхностным дефектам.
Одним из способов решения этой проблемы является снижение скорости впрыска. Для снижения скорости фронта течения расплава на шибере впрыск можно разделить на несколько этапов и постепенно увеличивать скорость впрыска.
Другая причина заключается в том, что низкая температура плавления продукта является темной точкой. Повышение температуры ствола может уменьшить противодавление шнека, чтобы улучшить вероятность этого явления. Кроме того, температура формы слишком низка для образования поверхностных дефектов, а температура формы является подходящим вариантом для преодоления поверхностных дефектов продукта.
Пластиковое сырье --- ПВХ
ПВХ представляет собой нетоксичный белый порошок без запаха. Плотность ПВХ-пластика составляет 1,40 г/см3, а плотность ПВХ-пластика с пластификаторами и наполнителями обычно составляет 1,15-2,00 г/см3.
Водопоглощение ПВХ обычно ниже 0,1%. Для изделий с низкими требованиями сушка перед формованием не требуется. Чтобы уменьшить коррозию оборудования и форм, вызванную газообразным НС1, разлагающимся во время обработки ПВХ, оборудование и формы должны выбирать антикоррозийные металлические материалы и выполнять соответствующие антикоррозионные работы.
ПВХ обладает отличной химической стабильностью. Устойчив к большинству неорганических кислот и щелочей, но объясняется действием концентрированной серной, азотной и комплексной кислот.
В жесткий ПВХ (PVC-U) для улучшения термической стабильности, смазывающей способности, ударной вязкости и качества внешнего вида следует добавлять различные добавки. Основной способ улучшить характеристики ПВХ-пластиков — найти подходящие стабилизаторы, пластификаторы, наполнители и другие добавки для разумной конфигурации. Это эффективный метод модификации ПВХ посредством сополимеризации и смешивания.

1. Факторы, влияющие на характеристики детали
* Нет очевидной точки плавления, он станет мягким при температуре выше 60 градусов по Цельсию и станет порочным при 100-150 градусах по Цельсию. Температура разложения смеси PVC-U редко превышает 200 градусов Цельсия.
* Плохая термическая стабильность, будь то время или температура, может вызвать разложение PVC-U, поэтому необходимо строго контролировать температуру и время пребывания материала в бочке.
* В НПВХ, несмотря на добавление добавок, его текучесть все еще плохая. Поэтому трудно заполнить полость формы расплавом за очень короткое время. Поэтому необходимо использовать более высокое давление впрыска и меньшую скорость впрыска.
* Поскольку процесс обработки неизбежно приводит к разложению и выделению газа НС1, необходимо хорошо провести антикоррозионную обработку оборудования.
* Продукт хрупкий
* Температура плавления ПВХ в процессе переработки является очень важным технологическим параметром. Если этот параметр не подходит, это вызовет проблему разложения материала.
* Характеристики текучести ПВХ довольно плохие, а диапазон его обработки очень узок. В частности, ПВХ-материалы с большой молекулярной массой труднее обрабатывать (в этот материал обычно необходимо добавлять смазки для улучшения характеристик текучести), поэтому обычно используются ПВХ-материалы с малой молекулярной массой.
* Коэффициент усадки ПВХ довольно низкий, обычно 0,6-1,0%
* Когда температура во время формования слишком высока, газообразный хлор легко разлагается. Газообразный хлор соединяется с водяным паром в воздухе с образованием соляной кислоты, которая легко разъедает поверхность полости формы.
2. Требования к конструкции изделия и пресс-формы
* Толщина стенки продукта максимально однородна, а толщина стенки не слишком тонкая, обычно не менее 1,2 мм, около 1,5-5 мм.
* Коэффициент усадки ПВХ-U при формовании составляет от 0,6% до 1,5%, и продукт должен иметь определенный уклон при извлечении из формы, обычно 1-1,4. Для пористых продуктов или продуктов с большим сопротивлением извлечению из формы наклон извлечения из формы по-прежнему больше.
* Можно использовать все обычные ворота, и они должны быть больше, чтобы предотвратить застой тупиков, как правило, не менее 1 мм в диаметре или 1 мм в толщине.
* Канал потока должен быть большим, и должно быть достаточно отверстий для холодных пробок в обратном направлении канала потока. Как правило, каждое положение поворота должно быть плавным, и следует по возможности избегать острых углов.
* Из-за низкой температуры формования, чтобы холодный материал не забивал заслонку или не затекал в полость формы, необходимо открыть достаточную полость для холодного материала на конце основной направляющей, а также полость для холодного материала. открыт для более длинного бегуна.
* При формовании большинство форм охлаждается водой для контроля температуры формы, но в то же время для улучшения характеристик продукта иногда используются методы нагрева/охлаждения для контроля температуры формы. Диапазон контроля плесени составляет от 30 до 60 градусов Цельсия.
* Чтобы предотвратить коррозионное воздействие газа НС1, бегунок, полость и другие части пресс-формы должны быть хромированы, а также должна быть выполнена антикоррозионная обработка. Изделия изготовлены из износостойких и коррозионностойких материалов.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




