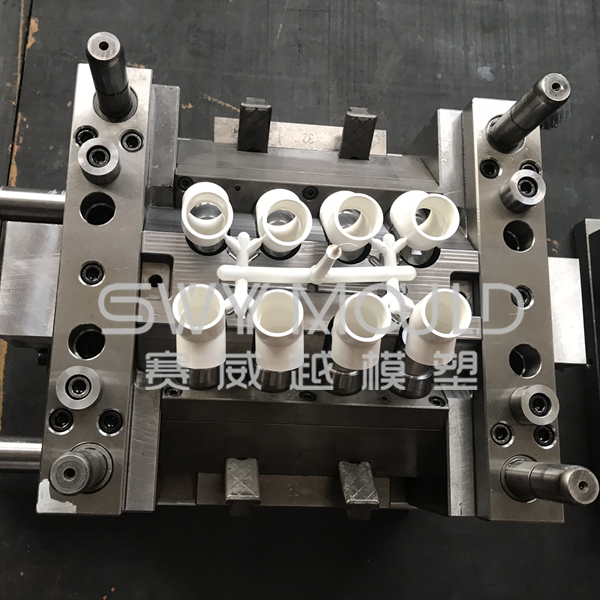
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Точность (мм): 0,005
Габаритные размеры (мм): длина-150; ширина-200; рост-190
Вес: 450 г
Материал полости: NAK80
Твердость: HRC38-42
Основание пресс-формы: LKM
Структура пресс-формы: две пластины
Срок службы: 300К
По вопросам проектирования пресс-форм
Дизайн для производства методом литья под давлением включает в себя множество факторов, на которые необходимо обратить внимание. Производство требует точного и стабильного производства продукта в больших масштабах, но при этом может потребоваться изготовление определенных деталей или деталей, требующих дополнительных усилий со стороны инструментальных мастеров. Проектирование для производства - это устранение всех возможных препятствий в настоящем и сохранение объема, который, если что-то появится в будущем, будет решаемым, поэтому ниже приведены руководящие принципы, которые гарантируют, что ваш дизайн для производства будет безошибочным, а пресс-форма будет успешной.
1. Сохраняйте простоту - Дизайн должен быть простым и функциональным. Постарайтесь упростить сложность дизайна. Не делайте это излишне сложным. Простые линии, изгибы и формы сделают дизайн модным и приятным.
2. Использование стандартов. При разработке продукта помните о готовых стандартных компонентах, чтобы сделать его более доступным и эффективным. Старайтесь не указывать винты нестандартного размера и труднодоступные материалы. Людям нужна ремонтопригодность, удобный простой дизайн. Это продлевает срок службы дизайна и позволяет избежать любых ситуаций, которые приводят к необходимости изменения дизайна.
3. Дизайн для простоты изготовления - пусть это не станет проблемой для инструментальщика. Часть продукта состоит в том, чтобы создать дизайн, который будет привлекательным для потребителей и более простым в изготовлении.
4. Нет стен или чего-либо, что может деформироваться во время охлаждения формы. Для остывания требуется много времени, что, вероятно, приведет к дорогостоящей деформации, что приведет к необходимости переделки конструкции.
5. Избегайте подрезов. Один из наиболее важных элементов дизайна - подумать о том, где должны быть линии разъема (граница, в которой изменяется направление). Избегайте вздутия, которое мешает плесени, когда она открыта.
6. Нити - по возможности старайтесь избегать нити в своем дизайне. Они проверят дизайн. Например, там, где должны проходить линии разъема, что увеличивает количество брака (дефектные детали).
7. Радиусы - небольшие замысловатые детали увеличивают производственные затраты, а также увеличивают вероятность брака. Старайтесь стремиться к максимально возможному радиусу без компромиссов при проектировании углов или других элементов, требующих радиуса.
8. Конструируйте детали, которые совпадают с конечным продуктом. Если деталь является компонентом более крупной конструкции, убедитесь, что она совмещена с конечным продуктом. Во время строительства, если какие-либо детали, если они гнутся или запутываются, возникнет необходимость пересмотреть конструкцию.
9. Эффективные варианты соединения и крепления. Хорошая конструкция предусматривает способы крепления без использования шурупов или клея.
10. Конструируйте компоненты, которые легко собирать. Конструирование детали должно быть настолько простым, чтобы ребенок мог сконструировать конечный продукт. Должно быть предельно ясно, насколько деталь вписывается в общий дизайн.
Создание привлекательного продукта, который одновременно является функциональным и легко производимым, может быть сложной задачей, но одной из самых важных частей процесса проектирования. В настоящее время литье пластмасс под давлением - лучший способ массового производства.
Меры предосторожности при использовании формы
1. Проверьте правильность настройки технических параметров термопластавтомата.
2. Стол для литья под давлением (цилиндр) убирается перед загрузкой.
3. Отрегулируйте расстояние между трафаретами для маневрирования для литья под давлением, чтобы оно было больше толщины матрицы.
4. В соответствии с отметкой «↑» на форме поднять форму и поместить ее между движущимися шаблонами так, чтобы позиционирующее кольцо формы сначала вводилось в установочное отверстие на шаблоне литьевой машины, а затем Пластина машины закрывается, чтобы форма была близко к подложке между машиной для литья под давлением.
5. Сторона формы параллельна стороне платы машины, и форма фиксируется на шаблоне машины для литья под давлением с помощью прижимных пластин и винтов.
6. После блокировки формы выполняется открытие формы, зажим и пробное усилие зажима, положение зажима постепенно регулируется, усилие зажима постепенно увеличивается, и шатун можно выпрямить. Категорически запрещается увеличивать усилие прижима в закрытом режиме во избежание повреждения формы.
7. После завершения установки подключите водный путь в соответствии с картой водного пути.
8. Ввод в эксплуатацию в соответствии с параметрами настройки карты параметров процесса до тех пор, пока не будет произведен квалифицированный продукт.
9. Для горячеканальных пресс-форм, пожалуйста, обратитесь к профессиональному персоналу для проверки проводки и обеспечения совместимости с коробкой контроля температуры.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.