ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Полость пресс-формы кресла: 1 полость
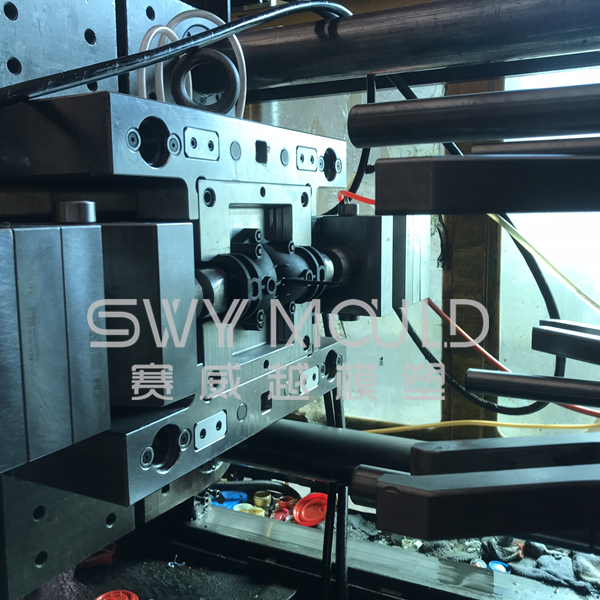
Размер пресс-формы для стула: 600 * 660 * 910 мм
Подходящая машина: HTF 1400 Haitian Machine
Материал пресс-формы стула: P20
Система бегунов: 1-точечный прямой конусный затвор горячеканальной системы
Система выталкивания: штифт выталкивателя
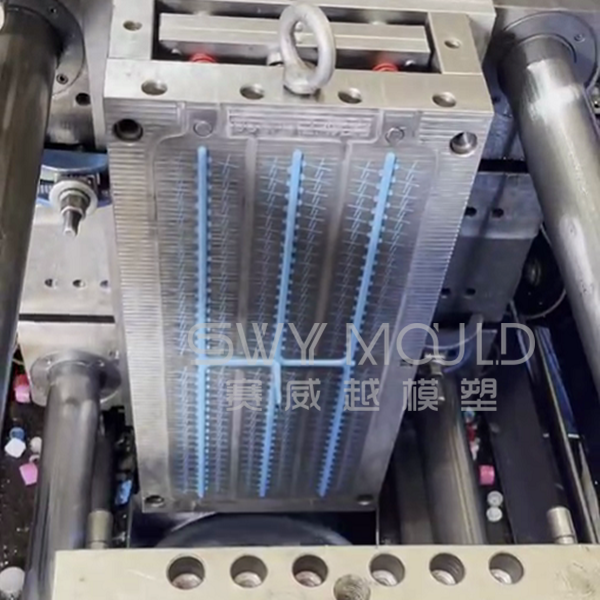
Запуск пресс-формы: полная автоматизация
время цикла: 45 секунд
Характеристики пресс-формы для кресла: пресс-форма простой конструкции, оптимальная система охлаждения, хорошая полировка, прецизионная вентиляция, сменные конструктивные вставки на спинке.
В результате многолетнего сотрудничества с нашими заказчиками в производстве пластиковых форм для стульев мы пришли к выводу, что клиенты больше всего волнуют их. Если у вас есть такой же проект пресс-формы, вы также можете проверить.
Может ли компания по производству пресс-форм сказать кадры прогона пресс-формы?
Многие компании скажут, что у них будет 1-5 миллионов гарантий. Но Боже, сколько они могут гарантировать. Гарантия на пресс-форму составляет 1 миллион снимков без каких-либо прошивок? Если вы согласитесь вырезать вспышку тяжелым трудом вашего рабочего, я думаю, вы сможете использовать эту форму для 10 миллионов снимков. Значит нужно проверить твердость стали и в пресс-форме, не были ли приварены какие-либо участки разъема. Обычно твердость стали должна быть HRC33.
Как пресс-формы делают отделку линии разъема хорошей, если будут какие-то острые края?
Острый край на стуле опасен, чтобы избежать острого края, при изготовлении пресс-формы нужно учесть множество нюансов:
1. дизайн разъема формы правильный или нет
2. Полость формы и толщина стержня достаточны или нет
3. как сделать на станке ЧПУ фрезерование полости и стержня
4. одноэтапная отделка или многоэтапная отделка
Толщина стенки ровная или нет.
Ручная работа по линии разъема также может быть одной из причин, по которой толщина стенки не ровная. Конечно, основная причина кроется в 3D-дизайне пластикового кресла и плохой полировке полостей и стержней. Поэтому, когда мы начинаем проектировать пластиковый стул, мы должны учитывать толщину стенок. Иногда нам нужно сделать какую-то область немного толще, чтобы стул был достаточно прочным. Но мы должны серьезно относиться к этому, когда это необходимо. Поскольку неравномерная толщина приведет к несбалансированности впрыска, а также вызовет неравномерное время охлаждения. Это повлияет на скорость впрыска. Замедление фрезерования слишком грубое, вы никогда не сможете получить стул даже с толщиной.
Как насчет штабелирования?
Когда пластиковая конструкция стула делает, надо проверить его штабелируемость. А еще нужно учитывать возможность деформации молдинга стула.
Как сделать стул меньшим по весу, но достаточно сильным?
Приступая к созданию дизайна пластикового стула, мы должны учитывать вес и прочность. Вы можете сделать нижнюю часть достаточно прочной, чтобы добавить больше ребер. Но как насчет ног, большей части спины и области подлокотников? По этой причине вам необходимо рассчитать или проанализировать силу каждой области ... чтобы сделать легкий стул достаточно прочным, вы можете выбрать полипропиленовый материал с очень низким MFI. Но таким образом вам нужно сделать форму очень прочной, а также убедиться, что инъекционное наполнение доступно, потому что вы используете материал с MFI 4 или Max. 6.
Как сохранить долговечность отделки пресс-формы вашего кресла?
Чтобы полость и стержень вашей формы не ржавели из-за пластика, вы должны быть уверены, что сталь является высокохромистой, а ее твердость больше, чем HRC33, если вы будете использовать переработанный материал для литья под давлением, вам понадобится форма вашего кресла должна быть хромированной. В противном случае придется время от времени производить полировку.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.