ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Размер детали: диаметр 60 * 6 мм
Пластиковая смола: HDPE
Сталь пресс-формы: 2316 с термообработкой
Основание пресс-формы: 60 #
Полость формы: 8
Система бегунов: холодный бегун
T1 дней: 45 рабочих дней
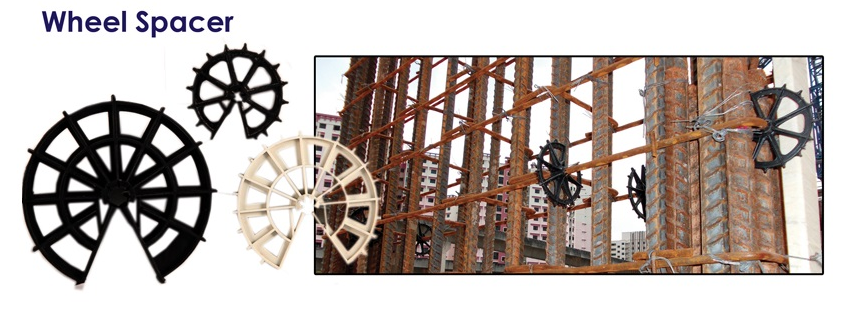
Пластиковое проставочное колесо
Пластиковое распорное колесо предназначено для бетонирования опоры арматурной сетки и стержня. Существует много различных размеров распорок для арматуры, соответствующих различным требованиям здания. Материал нашего конструкционного бетонного пластикового проставочного колеса - HDPE. Некоторые из них сделаны из полипропилена или ПВХ, все решаете сами, какой материал использовать.
Различные типы пластиковых распорок для арматуры
Пластмассовые распорки для арматуры широко используются при строительстве базового бетона для бетонирования опор арматурной сетки и стержней. Существует много различных размеров и форм пластиковых прокладок для удовлетворения различных требований здания.
1. Пластиковая распорка колеса
2. Пластиковая распорка для стула из арматуры
3. Пластиковая распорка для лестницы
4. Пластиковая предохранительная крышка из арматуры
5. Пластиковая втулка с пластиковым конусом
![]()
Независимо от того, какой тип пластиковой арматурной прокладки вам понадобится для индивидуальной настройки литьевых форм, мы отправим нам образец или дизайн, и мы изготовим для вас подходящие формы.
Вот некоторые из форм для пластиковых дистанционных стержней, которые мы изготовили ранее:
Поскольку обычно для этой пластиковой проставки колеса используется черный цвет, некоторым клиентам также необходимо использовать переработанный пластик для производства, поэтому на изделиях легко остаются серебристые пятна.
Следы серебра на деталях, изготовленных методом литья под давлением, включают пузырьки на поверхности и внутренние поры. Основная причина дефектов в интерференции газов (в основном водяного пара, газа разложения, газа-растворителя, воздуха). SWY MOLD хотела бы обсудить с вами некоторые причины, по которым появляются эти серебряные знаки.
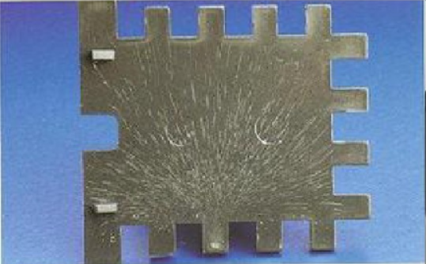
Причины появления серебряных отметин на пластиковых конструкционных формах проставок колес
1. Деталь машины для литья под давлением
* Цилиндр, изнашиваемый винт или резиновая головка и фартук имеют мертвый угол потока материала, который разлагается под действием тепла в течение длительного времени.
* Если система нагрева вышла из-под контроля, что привело к слишком высокой температуре и разложению, проверьте, нет ли каких-либо проблем с нагревательными элементами, такими как термопары и нагревательные змеевики. Винт сконструирован неправильно, из-за чего он разлагается или легко поднимается в воздух.
* Температура, давление, скорость, противодавление, скорость двигателя плавления установлены слишком высокими, что может привести к разложению, или давление и скорость слишком низкие, время литья под давлением и удержание давления недостаточны, противодавление слишком низкое, из-за невозможности получить высокое давление и плотность недостаточна, так что газ не может расплавиться, поэтому появляются серебряные полосы. Следует установить соответствующую температуру, давление, скорость и время, а также использовать многоступенчатую скорость литья под давлением.
* Обратное давление низкое, а скорость вращения высокая, так что воздух входит в цилиндр и попадает в форму для литья под давлением вместе с расплавом. Когда период слишком большой, расплав разлагается в стволе из-за чрезмерного нагрева.
* Недостаточно материала, подушка подачи слишком велика, температура материала слишком низкая или температура формы для литья под давлением слишком низкая, что влияет на поток материала и давление литья под давлением и способствует образованию пузырьков.
2. Пластиковая часть пресс-формы
* Плохой выхлоп.
* Сопротивление трению направляющих, ворот и полостей в пресс-форме для литья под давлением велико, что приводит к локальному перегреву и разложению.
* Несбалансированное распределение заслонок и полостей, а также необоснованная система охлаждения вызовут тепловой дисбаланс и локальный перегрев или закупорку воздушных каналов.
* Охлаждающий канал пропускает воду и попадает в полость.
3. Часть пластикового сырья
* Пластик имеет большую влажность, и доля добавленных переработанных материалов слишком велика или содержит вредные отходы (отходы легко разлагаются), и пластик должен быть достаточно высушен, а отходы должны быть удалены.
* Поглощение влаги из атмосферы или поглощение влаги из красителя, поэтому краситель также должен быть высушен. На машину желательно установить сушилку.
* Количество смазки, стабилизатора и т. Д., Добавленных в пластик, чрезмерно или неравномерно смешано, либо сам пластик содержит летучий растворитель. Разложение происходит, когда смешанный пластик плохо выдерживает тепло.
* Пластик загрязнен и смешан с другими пластиками.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.