ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Тип пресс-формы: пресс-форма для литья под давлением
Материал изделия: АБС-пластик
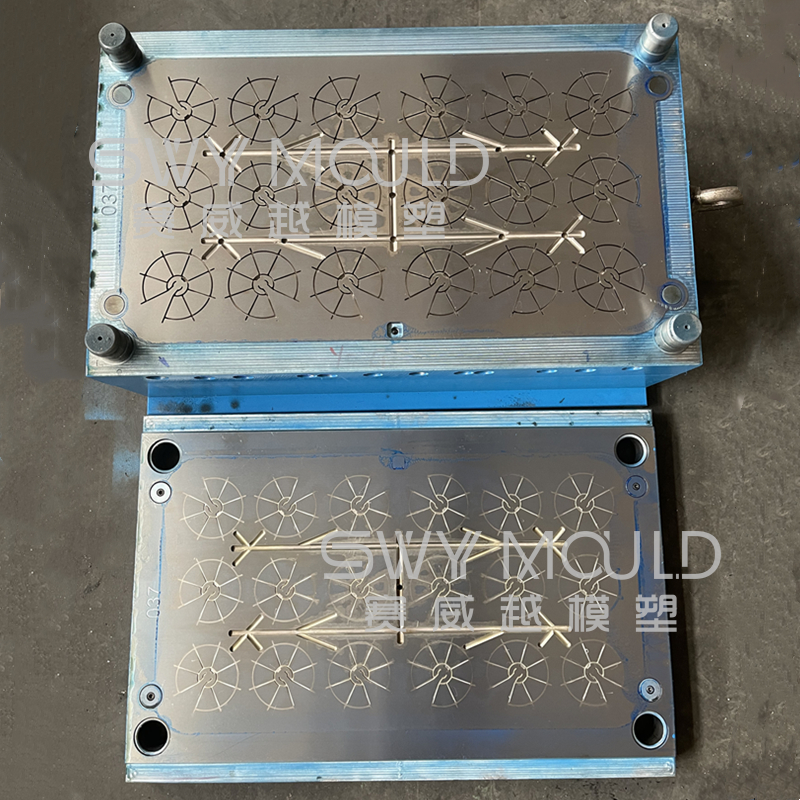
Номер полости: 1 * 1
Материал полости / сердечника: H13 с термообработкой
Сталь основания пресс-формы: P20
Система бегунов: горячеканальная
Тип ворот: дополнительные ворота
Система выталкивателя: штифт выталкивателя
Обработка поверхности полости: глянцевая полировка
Обработка поверхности сердечника: полировка
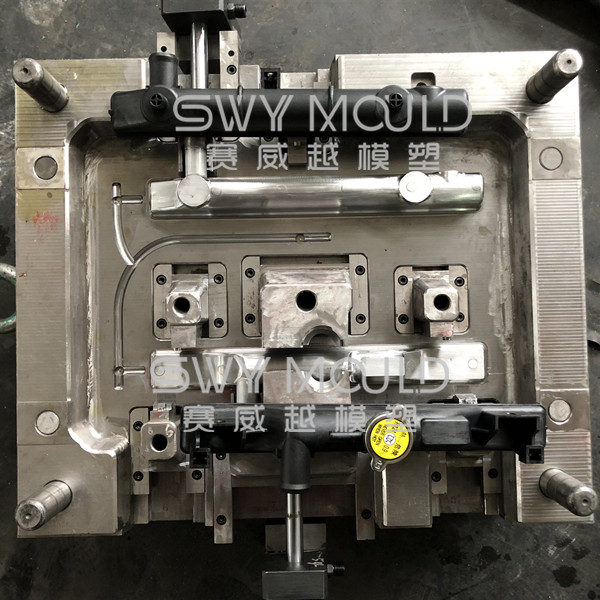
Этапы проектирования компоновки пресс-формы
Компоновка пресс-формы для литья пластмасс под давлением - очень сложная работа. Для этого вы должны понимать типы ворот, конструкцию и обработку поверхности разъема, расположение выталкивающих штифтов и требования к внешнему виду, а также некоторые общие дефекты впрыска продукта.

Шаги проектирования компоновки пресс-формы описаны ниже:
1. Прежде чем спроектировать форму для литья под давлением для конкретного продукта, первое, что необходимо учитывать, - это расположение и тип заслонки, на которые опять же влияет количество полостей и то, является ли продукт внешней частью. Существуют формы с одной полостью, которые обычно используются для производства крупногабаритных деталей или изделий особой формы; пресс-форма с двумя полостями является самой простой в обращении, и эта компоновка наиболее подходит для больших краевых ворот или шлюзов для подводных лодок, за которыми следует пресс-форма с четырьмя полостями, которая представляет собой комбинацию двух форм с двумя полостями, но длина следует учитывать бегуна. Соответствующая длина не только помогает сэкономить материал, но и обеспечивает плавную подачу пластика; Можно сказать, что формы с шестью, восемью и шестнадцатью гнездами являются разновидностями формы с четырьмя гнездами. При разработке бегуна бегун верхнего уровня должен быть на 25% больше бегуна следующего уровня. Кроме того, если продукт является внешней частью, большую часть времени использовать большие краевые ворота невозможно, так как это может повлиять на внешний вид. На этом этапе обычно используются точечные затворы и затворы подводных лодок, расположенные в штифте выталкивателя, но в последнем случае поверхность изделия может быть поцарапана, поэтому требуется особое внимание.
2. Что касается конструкции поверхности разъема, первое, что нужно сделать, это проверить поднутрение. При проектировании поверхности разъема мы также должны учитывать структуру, прочность и осуществимость конструкции, а также обрабатываемость поверхности разъема и производственные мощности завода. Попробуйте выбрать ровную поверхность для пробора, а не пышную.
3. Если все вышеперечисленное подтверждается, вы можете определить размер стержня формы. В это время все чертежи изделия должны быть выполнены в соотношении 1: 1. Затем скопируйте, отразите и умножьте на коэффициент усадки изделия. Затем мы используем зеркальный и умноженный граф для разработки макета. Мы возьмем пресс-форму с двумя полостями в качестве примера, чтобы объяснить это - для пресс-формы с двумя полостями между двумя продуктами есть бегунок. Тогда как определить длину бегуна? Обычно литник находится в центре основания пресс-формы, поэтому расстояние между двумя изделиями должно быть по крайней мере таким, чтобы соответствовать литнику, при этом гарантируя прочность стали, чтобы расплав достиг полости.
Если диаметр литника составляет 12 мм, расстояние между двумя изделиями должно составлять не менее 30 мм. Конечно, это также зависит от размера и высоты изделия. Лучше всего убедиться, что межосевое расстояние между двумя продуктами является целым числом. После подтверждения центров двух изделий можно определить размер стержня / вставки пресс-формы. Обычно достаточно 30 мм от края продукта, и некоторые детали могут потребовать корректировки в соответствии с реальной ситуацией. На размер стержня / полости пресс-формы в основном влияют охлаждающий канал и винты, фиксирующие стержень / вставку. Канал охлаждения в основном зависит от размера продукта и распределения выталкивающего стержня, в то время как распределение выталкивающего стержня зависит от продукта. После того, как все это подтверждено, пора определить размер пресс-формы, который является приблизительным. размер стержня / полости пресс-формы плюс 50 мм. Но все же необходимо вызвать пресс-форму для проверки. Необходимо соблюдать принцип, согласно которому между краем сердечника / полости пресс-формы и краем возвратного штифта должно быть не менее 10 мм, в то время как наилучшее расстояние до края пластины выталкивателя составляет ± 5 мм.
4. После определения размеров переходят к деталям, например, по улучшению основания пресс-формы и проектированию вентиляции пресс-формы.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.