ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


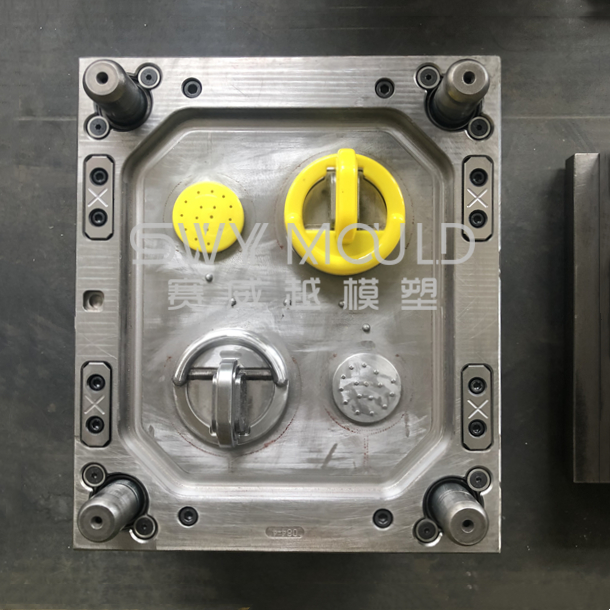

Материал детали: ПП
Материал пресс-формы: P20
Основание пресс-формы: 60 #
Полость формы: 2 + 2
Система впрыска: холодный бегун
Система выталкивателя: штифт выталкивателя
Размер формы: 360 * 360 * 380 мм
Вес формы: 285 кг
Selección de la superficie de la pieza del molde plástico de la cubierta de la tetera
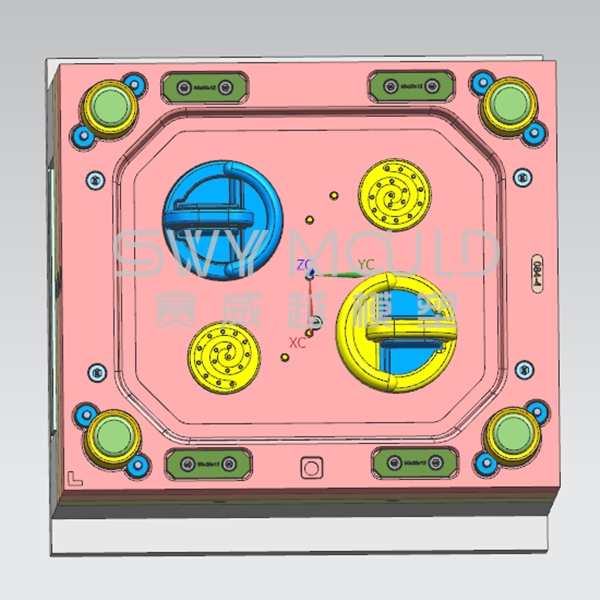
La superficie de partición es para sacar la pieza de plástico moldeada por inyección de la cavidad del molde o para satisfacer las necesidades de moldeo de plástico, como la instalación del inserto y el escape. Según la estructura de la pieza de plástico, la pieza de la pieza moldeada por inyección se divide en varias partes de la superficie táctil. Se divide en la superficie de división horizontal, la superficie de división vertical y la superficie de división compuesta. Cuando se moldea por inyección de plástico, para facilitar la liberación de la pieza moldeada por inyección, el molde de inyección de plástico se hace en varias partes y la superficie de la junta se llama superficie de separación. Al seleccionar una superficie de partición, intente garantizar la calidad de las piezas de plástico moldeadas por inyección y simplifique el proceso de procesamiento de la fabricación de moldes y el moldeo por inyección. La selección de la superficie de partición es también el primer paso en el diseño del molde. Se ve afectado por muchos factores, como la forma, la apariencia, el grosor de la pared, la precisión dimensional y una serie de cavidades.
1. La superficie de separación del molde debe ubicarse en el contorno máximo de la pieza de plástico.
Después de determinar la orientación de las piezas de plástico en el molde móvil y el molde fijo, la superficie de separación del molde debe ubicarse en el contorno máximo de la pieza de plástico; de lo contrario, las piezas de plástico no podrán desmoldarse de la cavidad del molde. Este es el principio más básico para seleccionar una superficie de partición.
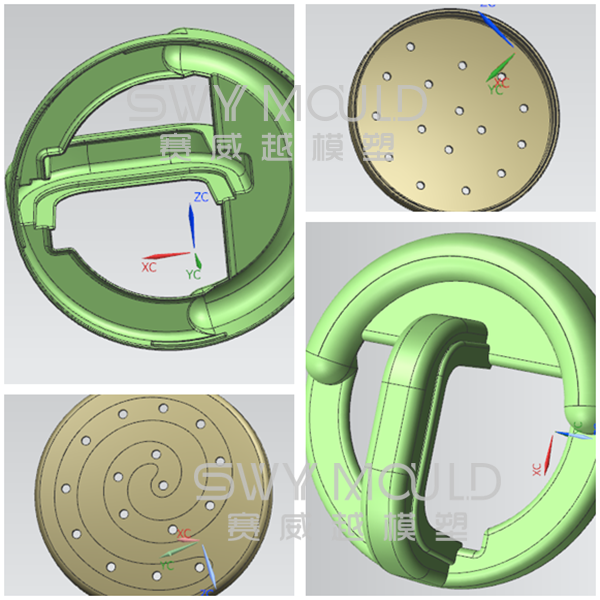
2. La selección de la superficie de partición del molde debe ser beneficiosa para la liberación suave de la pieza de plástico.
Dado que el dispositivo de expulsión de la máquina de moldeo por inyección está en un lado del molde móvil, la superficie de separación del molde debe seleccionarse para asegurar que la pieza de plástico permanezca en un lado del molde móvil después de la apertura del molde. Esto facilita el funcionamiento del mecanismo de expulsión proporcionado en la parte de molde móvil. Si el mecanismo de expulsión se coloca en el molde fijo, aumentará la complejidad del molde de plástico.
3. La selección de la superficie de partición del molde debe garantizar la precisión de las piezas de plástico y la calidad de la apariencia.
La superficie de separación del molde no se puede colocar sobre la superficie lisa y la superficie de apariencia del producto plástico, para evitar afectar la calidad de apariencia de la pieza moldeada por inyección.
Para piezas donde las piezas de plástico requieren una gran concentricidad al seleccionar las superficies de partición del molde, es mejor colocarlas en la misma cavidad lateral del molde de inyección.
4. La selección de la superficie de partición del molde debe ser beneficiosa para la fabricación de moldes de inyección de plástico.
Por lo general, en el diseño de la estructura del molde, la selección de la superficie de partición recta es principalmente. Sin embargo, para facilitar la fabricación del molde de inyección, se debe seleccionar una superficie de partición razonable de acuerdo con la situación real del molde de inyección.
5. La selección de la superficie de partición del molde debe ser beneficiosa para el escape.
La superficie de separación del molde es el canal de escape principal en la estructura del molde y debe colocarse al final de la dirección del flujo de masa fundida de plástico tanto como sea posible, y el diseño del sistema de compuerta debe considerarse al mismo tiempo para facilitar la descarga de gas en el cavidad del molde.
6. La selección de la superficie de partición del molde debe considerar la extracción lateral del núcleo del molde.
Para asegurar la fácil colocación del núcleo lateral y el movimiento suave del mecanismo de extracción del núcleo, al seleccionar la superficie de partición del molde, se debe utilizar el receso lateral poco profundo o el saliente lateral corto como dirección de extracción del núcleo, y el receso profundo El orificio o el saliente superior se coloca en la dirección de sujeción del molde, y se evita que el mecanismo lateral de tracción del núcleo se coloque en el lateral del molde móvil.
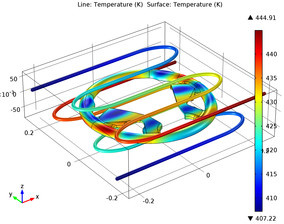
Sistema de enfriamiento plástico del molde de la cubierta de la caldera del juguete del bebé
El sistema de refrigeración también se denomina sistema de intercambio de calor. Cuando la masa fundida se inyecta en la cavidad, el sistema de enfriamiento enfría y condensa las piezas moldeadas por inyección rápidamente. La importancia económica es acortar el ciclo de moldeo y mejorar la eficiencia de producción. El diseño del sistema de enfriamiento a menudo está limitado por la geometría de la cavidad (cavidad del molde), la línea de separación, el deslizador y la varilla de expulsión. Por lo tanto, no se puede diseñar rígidamente de acuerdo con la distribución estándar. El sistema de enfriamiento debe diseñarse para garantizar un enfriamiento rápido y uniforme.
1. La importancia de un sistema de refrigeración
El efecto del enfriamiento sobre la calidad de las piezas de plástico se refleja en los siguientes aspectos:
* Deformación
* Precisión dimensional
* Propiedades mecánicas
* Calidad de la superficie
El efecto del sistema de enfriamiento en la productividad se refleja principalmente en el tiempo de enfriamiento. Por lo general, la temperatura del plástico fundido inyectado en la cavidad es de aproximadamente 200, y la temperatura a la que se saca la pieza de plástico de la cavidad es inferior a 60 ℃. Aproximadamente el 5% del calor liberado durante el moldeo por fusión se emite a la atmósfera en forma de radiación y convección, y el 95% restante es arrastrado por un medio de enfriamiento (generalmente agua); de lo contrario, la inyección repetida de plástico fundido provocará la aumenta la temperatura del molde.
2. Principios de diseño del sistema de refrigeración
Para mejorar la eficiencia del sistema de enfriamiento, haga que la distribución de temperatura en la superficie de la cavidad sea uniforme, para evitar que las piezas de plástico se deformen y deformen debido a una contracción desigual durante el proceso de enfriamiento. Se deben seguir los siguientes principios en el diseño del sistema de enfriamiento:
* El diseño del sistema de enfriamiento debe ser anterior al mecanismo de desmoldeo.
* Preste atención al balance de calor del molde de la cavidad y el núcleo.
* El número de canales de enfriamiento debe ser el mayor posible y el área de la sección transversal debe ser lo más grande posible.
* Determine razonablemente la distancia desde el canal de agua de enfriamiento hasta la pared de la cavidad.
* La diferencia de temperatura del flujo de agua en la entrada y salida del canal de enfriamiento debe ser lo más pequeña posible.
* Fortalecer el enfriamiento en la puerta.
* El canal de agua de refrigeración debe colocarse en la dirección en la que se contrae el plástico.
3. Estructura de la vía fluvial de refrigeración común
Las formas comunes de sección transversal de los canales de agua de refrigeración incluyen tubos rectos circulares, tubos rectos cuadrados, tubos curvos redondos y tubos curvos cuadrados. Las formas estructurales comunes incluyen la forma de rociado de agua, la forma de deflector y la forma de tubería de calor.
Hay muchos arreglos de canales de agua de enfriamiento y formas de enfriamiento. A continuación se muestran algunas formas comunes:
* Forma de enfriamiento directo que adopta la vía fluvial de circulación de plantilla:
Para la plantilla, se puede arreglar haciendo circular la forma de enfriamiento directo de la vía fluvial.
* Forma de enfriamiento directo que adopta el canal de agua circulante de la pieza moldeada:
Para el núcleo de altura media se puede utilizar el circuito de refrigeración formado por el tubo transversal oblicuo.
* La forma de enfriamiento de la placa de bloqueo de agua:
El circuito de agua de refrigeración de la placa de bloqueo de agua común está conectado en serie, y la ruta de agua de refrigeración paralela se adopta en el núcleo múltiple.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




