ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
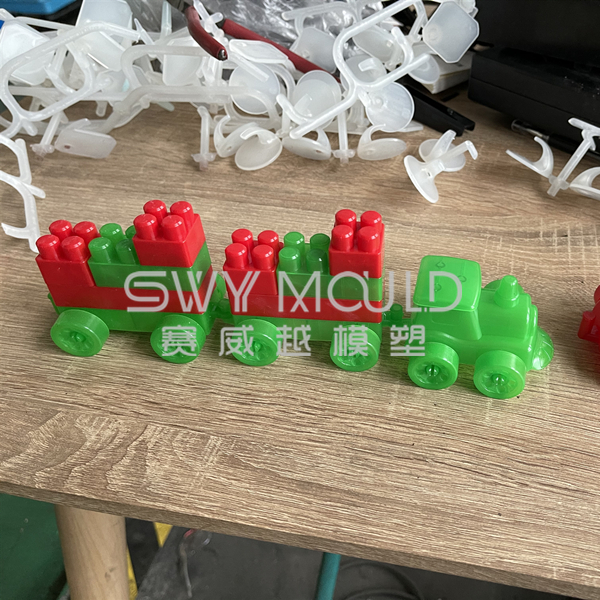
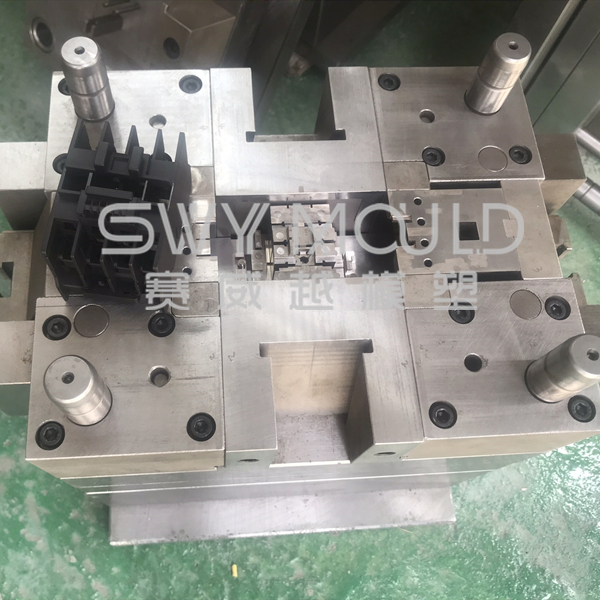
Пластмассовое сырье: ПП
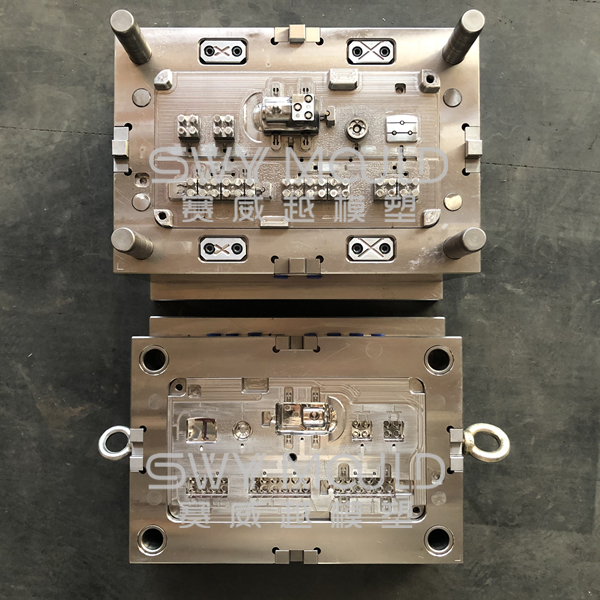
Сталь пресс-формы: H13
Полость формы: 1 + 1 + 1 + 1 + 1 + 1 + 2
Система впрыска пресс-формы: холодный бегун
Течение материала: с переключателем можно открывать и закрывать
Вес формы: 240 кг
Размер формы: 540 * 460 * 400 мм
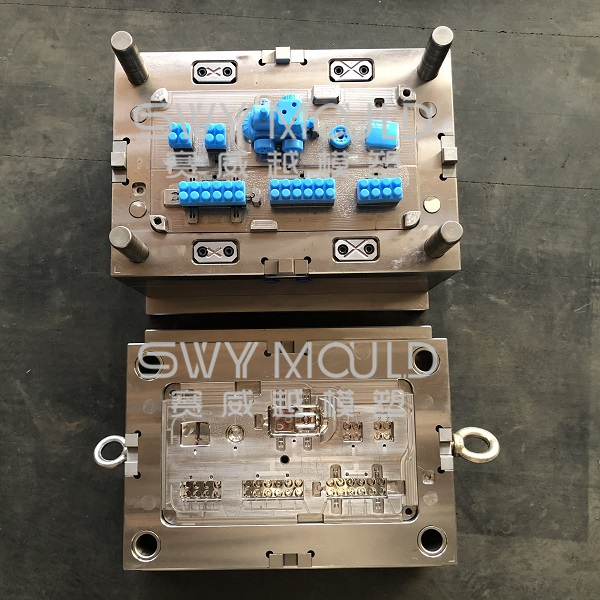
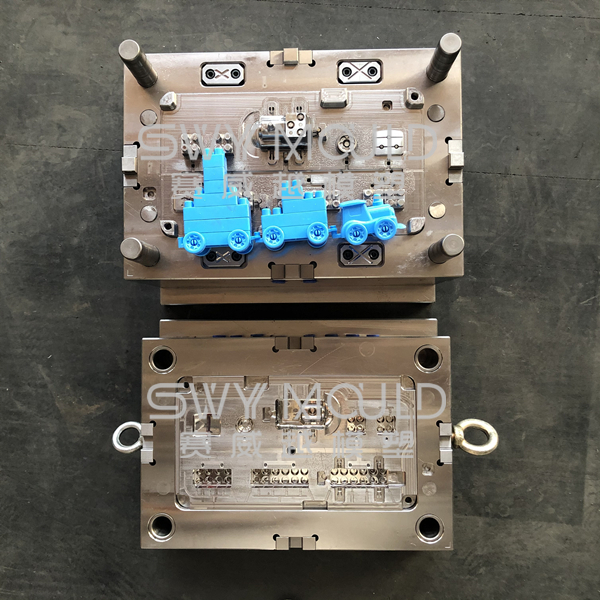
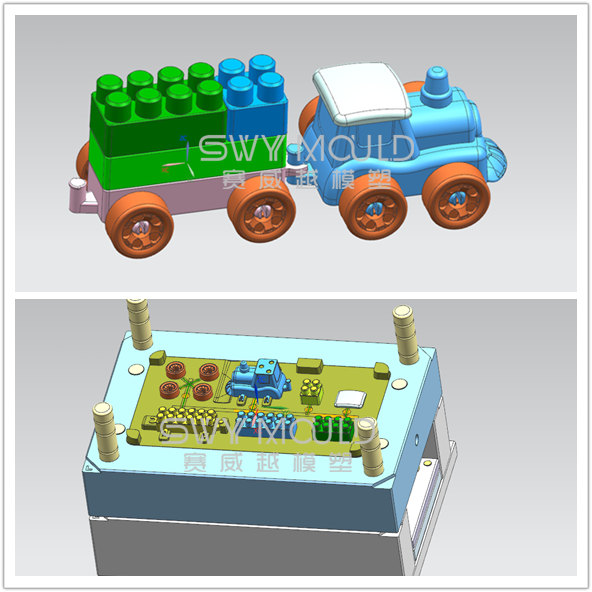
Поскольку это первый пробный бизнес в индустрии детских игрушек для моего клиента, он хочет сделать все формы в одной форме. Но общеизвестно, что игрушечные кубики представляют собой произвольную комбинацию, поэтому точное количество не требуется. Когда наш клиент говорит нам об этом сомнении, мы советуем ему сделать переключатель, который может открывать и закрывать путь движения материала, чтобы клиент мог сам определять объем производства.
Пожалуйста, посмотрите прикрепленное видео:
Отзыв нашего покупателя:

Для детских игрушек важнее всего безопасность и они не могут повредить детям. Поэтому часть ворот должна быть чистой и не порезать детские руки.
Основная функция ворот
Затвор является мостом бегунка и полости, а также последней ступенью системы впрыска формы для литья под давлением.
1. Заставьте расплавленный пластик из желоба проникнуть в каждую полость с максимальной скоростью.
2. После того, как полость будет полностью заполнена, заслонку можно быстро охладить и закрыть, чтобы предотвратить возвращение неохлажденного пластика в полости.

Как спроектировать расположение ворот?
Нет никаких установленных правил, которым нужно следовать при проектировании впрыскивающего затвора. Это делается в основном на основе опыта, но необходимо учитывать два основных элемента:
1. Чем больше площадь поперечного сечения затвора, тем лучше, а чем короче длина затвора, тем лучше снижается потеря давления при прохождении расплавленного пластика.
2. Шибер должен быть узким, чтобы шибер мог легко остыть и предотвратить стекание излишка пластика обратно. Поэтому калитка находится в центре полозья, а ее сечение должно быть максимально круглым. Однако отключение переключателя ворот обычно определяется формой.
Ключевые моменты оформления ворот в пластиковой форме
1. Шибер открывается в более толстой части пластиковой части, так что расплавленный пластик течет из толстой части в тонкую, чтобы обеспечить полное заполнение формы;
2. Выбор положения заслонки должен гарантировать, что путь наполнения пластиком является самым коротким, чтобы снизить потерю давления;
3. Выбор положения ворот должен помочь удалить воздух из полости;
4. Шибер не должен позволять расплавленному пластику устремляться прямо в полость, иначе он будет производить закрученный поток, оставляя след на пластиковом элементе, особенно узкий вентиль легче вызвать такие дефекты;
5. Расположение затвора должно быть выбрано таким образом, чтобы предотвратить появление линий стыков на пластиковой поверхности, особенно в круглых или цилиндрических пластиковых деталях, в зоне стыка пластикового потока на поверхности пластика должен быть открыт колодец для холодной пробки. ворота;
6. Для формы для литья под давлением с длинным и тонким сердечником заслонка должна располагаться достаточно далеко, чтобы сердечник не деформировался потоком материала;
7. При формировании больших и плоских пластиковых деталей можно использовать несколько ворот для предотвращения коробления, деформации и недостаточной пластичности;
8. Ворота должны быть размещены в положении, не влияющем на внешний вид пластиковой детали, например, в нижней части кромки;
9. Размер ворот определяется размером и формой пластиковой части и характеристиками пластика;
10. При проектировании пресс-форм для литья под давлением с несколькими полостями необходимо учитывать баланс заслонки с балансировкой рабочего колеса и обеспечивать равномерное заполнение пластмассой.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.