ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
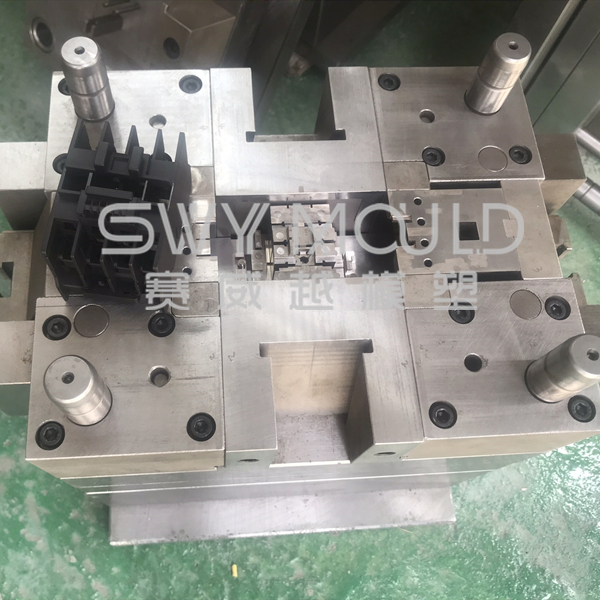

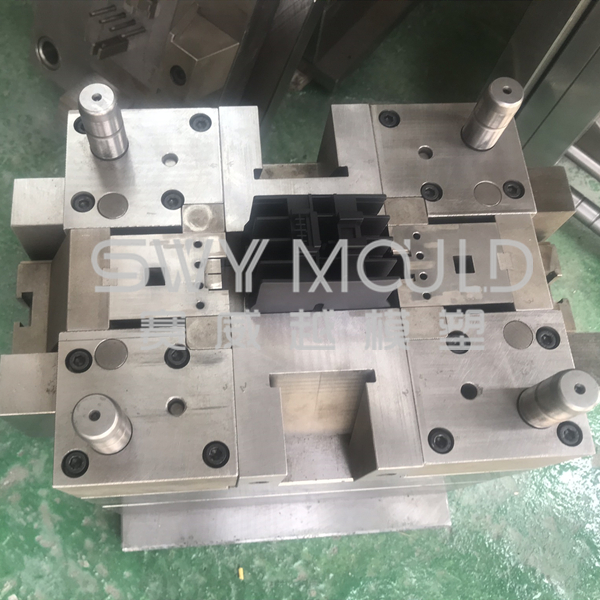

Размер корпуса: 86 * 105 * 161 мм
Количество полюсов: 3
Сырье: ПА
Сталь пресс-формы: 718
Основание пресс-формы: C50
Полость пресс-формы: одиночная
Система ворот: точечные ворота
Обработка поверхности: текстура
Срок доставки: 50 дней
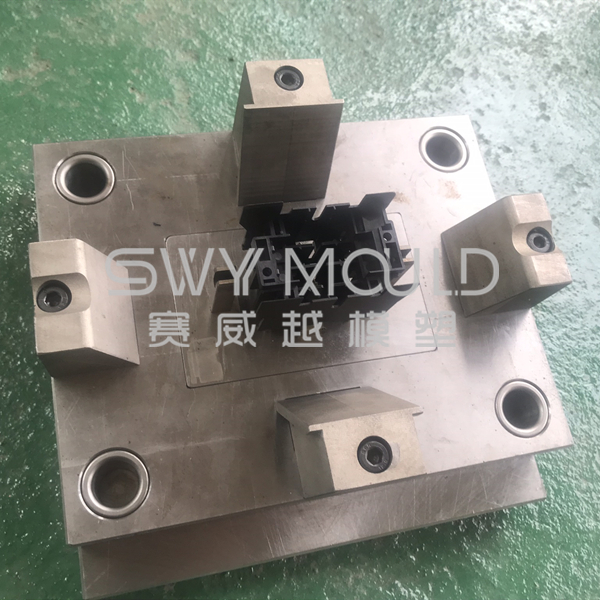
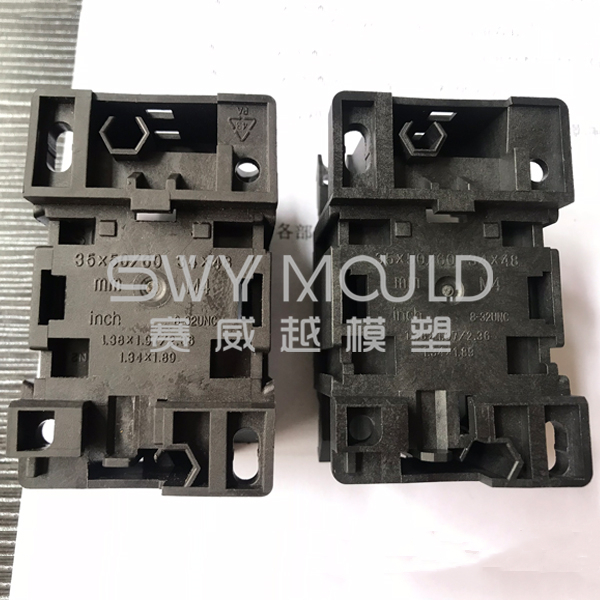
Что такое автоматический выключатель в литом корпусе?
Автоматические выключатели в литом корпусе (MCCB) автоматически отключают ток, когда ток превышает уставку отключения. Под пластиковым корпусом понимается корпус устройства, в котором используется пластиковый изолятор для изоляции между проводниками и заземленной металлической частью. Автоматические выключатели в литом корпусе обычно содержат термомагнитные расцепители, а большие автоматические выключатели в литом корпусе оснащены твердотельными датчиками отключения. Из-за очень компактной конструкции автоматические выключатели в литом корпусе практически не обслуживаются.

Система ворот пресс-формы пластикового кожуха
1. Функция воротной системы
* Затвор контролирует объем и направление потока расплавленного пластика в пресс-форме для литья под давлением.
* В конце расплавленный пластик в форме до тех пор, пока он не затвердеет и не заблокирует поток расплавленного пластика обратно к направляющим.
* Генерировать тепло за счет вязкого рассеяния из-за сдвига в узкой части затвора и повышения температуры полимера до образования метки потока и линии шва
* Упростите отрезание бегунка и упростите последующую обработку продуктов.
* Отрегулируйте, чтобы обеспечить балансировку ворот в случае многогнездной пресс-формы или нескольких ворот.
2. Как выбрать расположение ворот в форме пластикового кожуха?
* Шибер открывается в самой толстой части пластиковой части, так что шибер замедляет процесс охлаждения. Это способствует вплавлению в полость через загрузочный люк, затрудняется углубление и другие дефекты.
* Расположение затвора делает процесс плавления в кратчайшие сроки, наименьшие изменения потока, минимальные потери энергии, обычно центральный затвор впрыска лучше пластиковых деталей.
* Легко улучшить газ. Если расплав в полости из-за преждевременного закрытия выхлопной системы сделает газовую полость трудно выпускаемой, а также влияет на качество продукта, то должен расплавиться, чтобы достичь конечного положения полости, чтобы открыть выхлопные каналы.
* Количество ворот не должно быть слишком большим. Если ворот в полость несколько, это увеличит линии шва. Если нет особых потребностей, не ставьте более двух ворот.
* Расположение инжекционного затвора должно обеспечивать поток расплава вокруг полости из основного канала в те же или аналогичные процессы, чтобы уменьшить образование следов сварных швов.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




