ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Пластиковая смола: PA6
Сталь для полостей: 413
Сталь сердечника: 413 + бериллиевая медь
Основание пресс-формы: P20
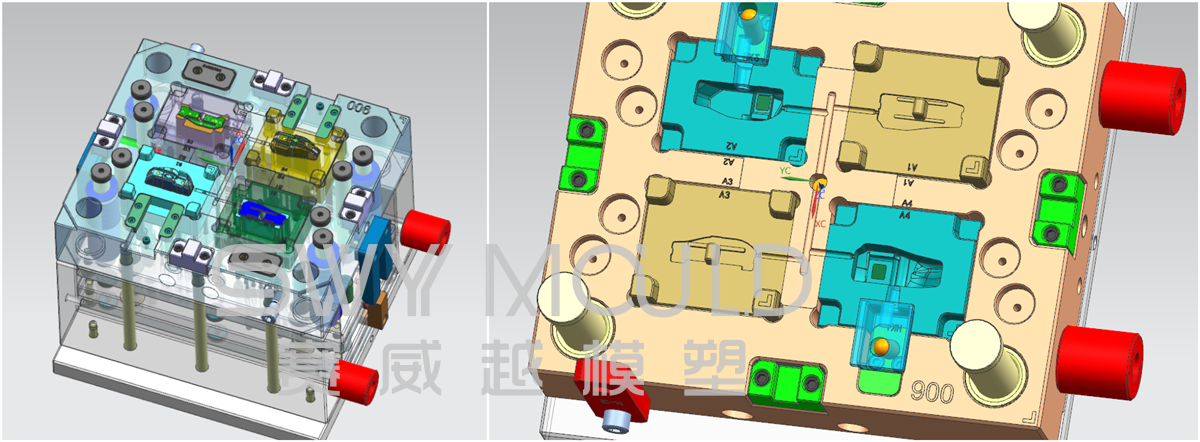
Полость формы: 1 + 1 + 1 + 1
Система впрыска: холодный бегун
Подходит машина: 168T
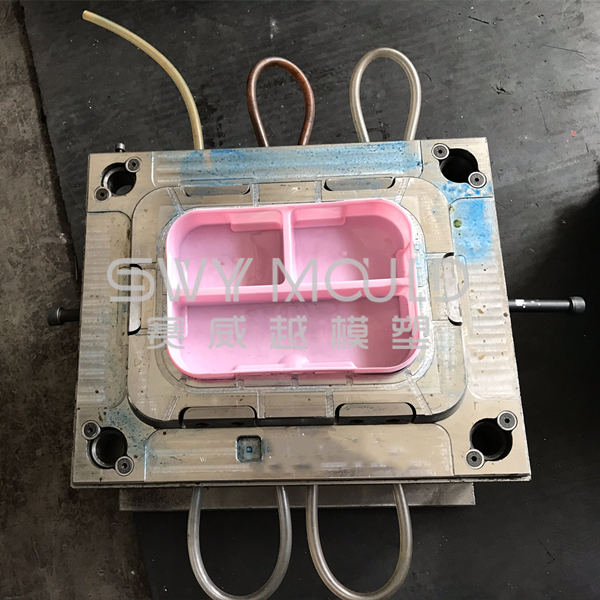
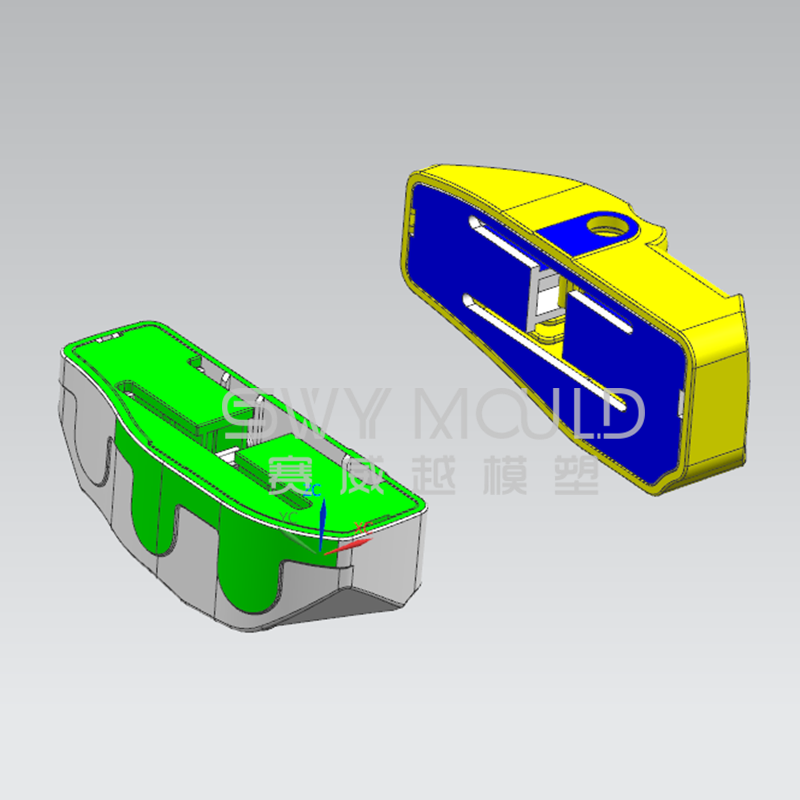
Анализ образцов пластиковой формы для литья под давлением рычагов заднего стеклоочистителя автомобиля
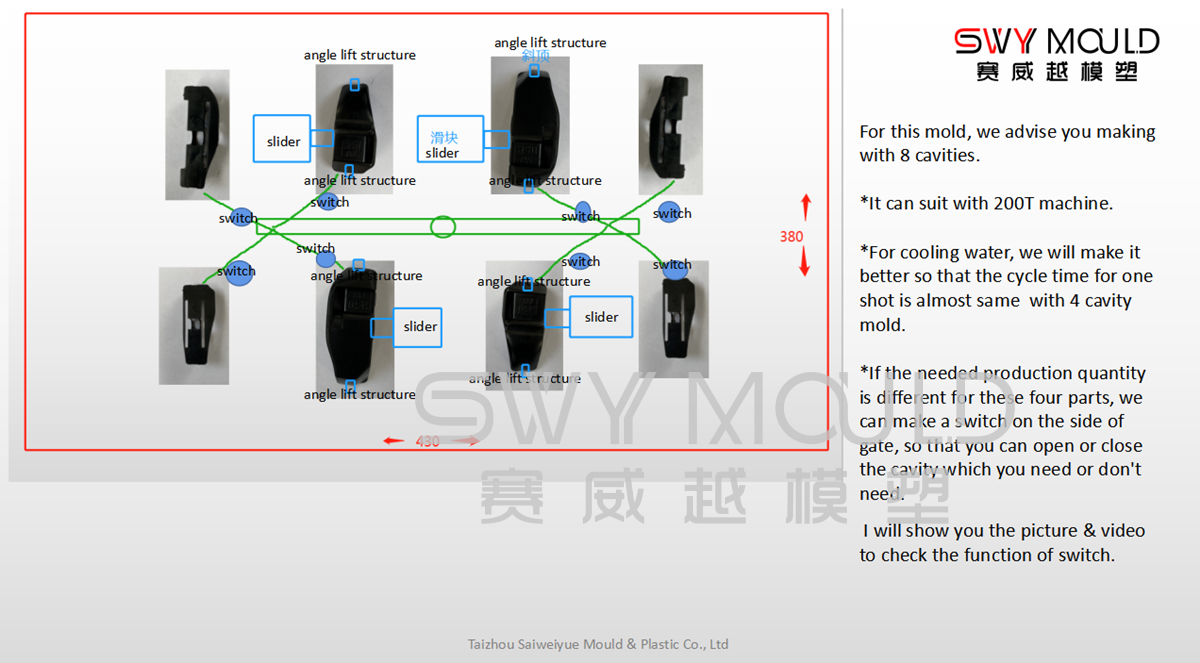
Эта форма сделана для нашего старого клиента, он просто отправит нам образцы по DHL и предоставит нам анализ. Принимая во внимание тоннаж машины и другие затраты, мы советуем ему сделать пресс-форму с полостями 2 + 2 + 2 + 2 для достижения максимальной производительности. Позже наш клиент сказал нам, что годовой объем необходимого количества не так велик, поэтому мы заменили его на пресс-форму с полостью 1 + 1 + 1 + 1.
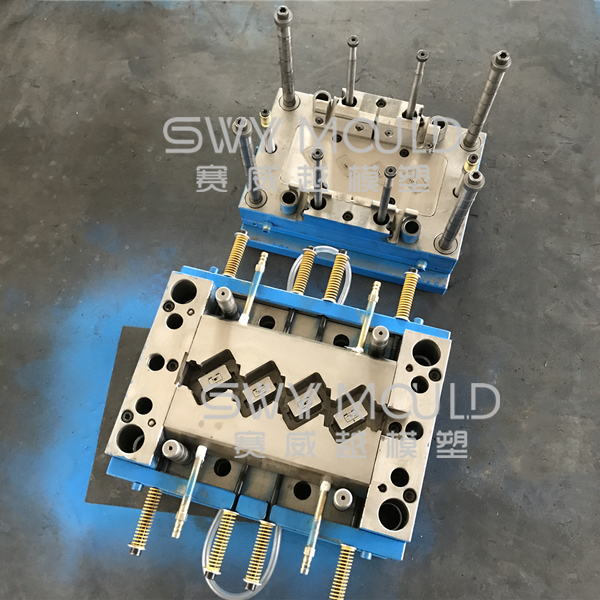
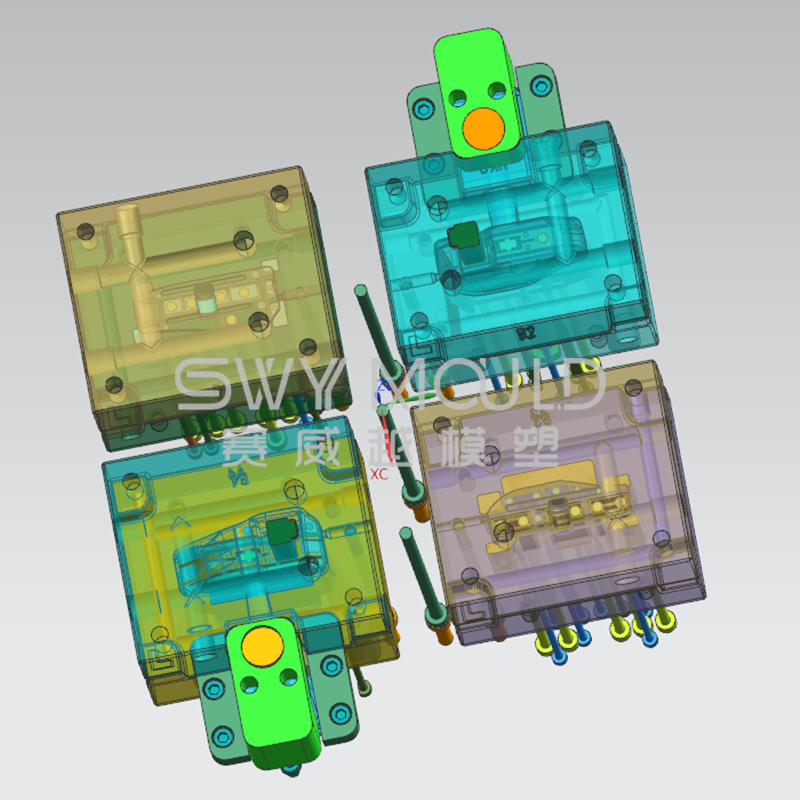
Процесс проектирования пластиковой формы для литья под давлением заднего дворника автомобиля
SWY MOLD - это профессиональная команда с духом и энтузиазмом. Поскольку мы молоды, мы осмеливаемся внедрять инновации, поскольку мы профессионалы, мы отважны стремиться к прогрессу. Наши инженеры имеют очень богатый опыт проектирования и разработки пресс-форм. Их принцип: «Хороший дизайн продукта - ключ к успеху», поэтому инженеры уделяют особое внимание проектированию пресс-форм. Попробуйте продуманный дизайн, чтобы продлить срок службы пресс-формы и сократить расходы на техническое обслуживание.
Клиенты могут предоставить 2D или 3D чертежи в формате DXF, DWG, PRT, IGS, STP или просто отправить нам образец. Мы отсканируем образец, сделаем продукт 3D, а затем разработаем чертеж пресс-формы после получения комментариев клиентов. Мы можем использовать Unigraphics, SolidWorks, AutoCAD и Pro / ENGINEER для изготовления пресс-форм.
1. Концептуальный дизайн
Мы предлагаем современные подходы и концепции, ориентированные на клиента, которые придают продукту стратегическое положение на рынке.
Мы объединяем современные тенденции с передовыми, когда речь идет о материалах и методах.
Мы подбираем цвета и текстуры в соответствии с геометрией, чтобы добиться однородных и привлекательных результатов.
2. Разработка фигур
Мы создаем сложные конструкции деталей и предлагаем технические решения, оптимизирующие производство инструментов.
Мы подчеркиваем важность использования опыта с целью создания функционального и осуществимого формованного продукта.
Мы используем методы базовой разработки на базе программного обеспечения Unigraphics для создания математических моделей деталей, а также применяем обратный инжиниринг в тех случаях, когда это необходимо, принимая в качестве элемента физическую модель продукта.
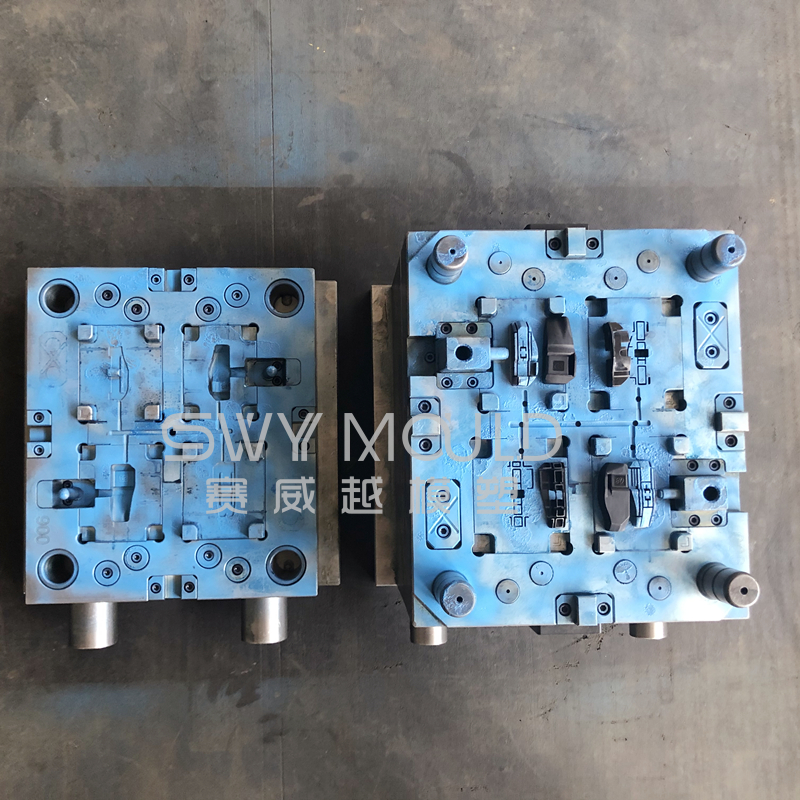
3. Дизайн пресс-форм.
Мы предлагаем инновационные технические решения в разработке инструментов и внедряем их с помощью высококвалифицированной команды и современных ИТ-ресурсов.
Благодаря широкому спектру продуктов, для которых мы разрабатываем инструменты, нам удалось объединить различные фоны и создать общую основу, основанную на самом лучшем из каждого из них, создав инструменты с выдающимся качеством и производительностью.
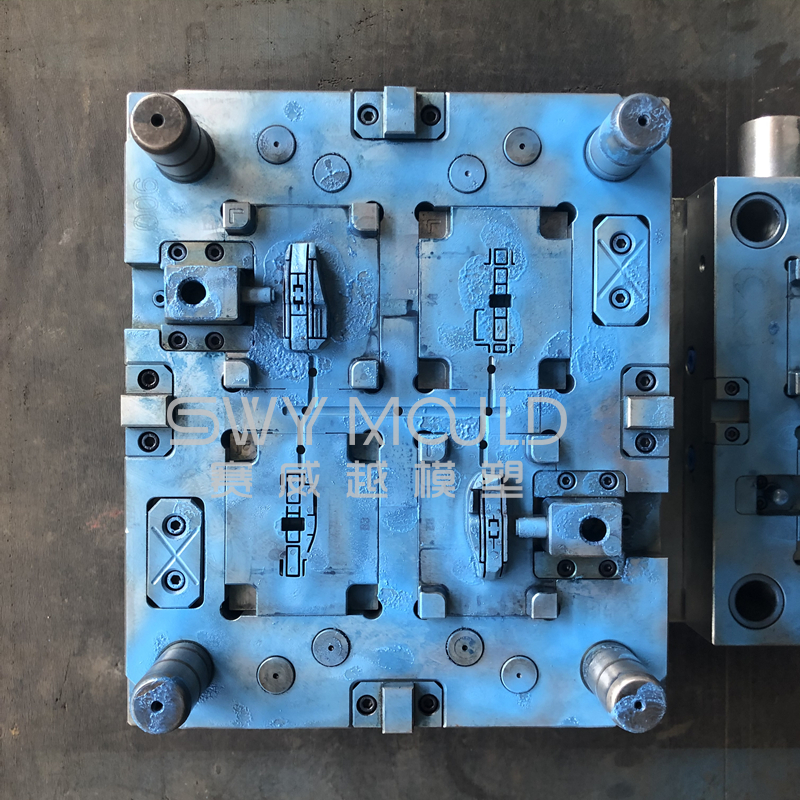
4. Конструкция пресс-формы
Текущая рыночная конкуренция вынуждает предприятия очень внимательно следить за инвестициями, и, учитывая соответствующую долю расходов, которую представляют литьевые формы в секторе пластмасс, мы можем предложить продукт, который соответствует как финансовым, так и техническим ожиданиям наших клиенты.
Контроль производственного процесса
Задача экономичного производства - сокращение времени цикла для достижения более высокой производительности. Сокращение времени цикла может быть достигнуто только за счет увеличения скорости производства в сочетании с повышением температуры или давления. Изменения этих параметров процесса окажут прямое влияние на цвет, а также на глянец. Из-за сложности производственного процесса необходима объективная система контроля качества, чтобы в конечном итоге гарантировать высокое качество продукта.
Чтобы гарантировать постоянный цвет и блеск, требуется частая выборка в зависимости от общей производительности.
Поскольку некоторые цвета могут изменяться в зависимости от температуры (= термохромизм), измерение всегда следует проводить при температуре конечного продукта для достижения сопоставимых результатов.
1. Влияние пластификации
* Температура плавления - высокое влияние на цвет и блеск
Более высокая температура → более темная, более низкая насыщенность
* Влияние средней выдержки на цвет и блеск
Более длительное время выдержки → темнее, ниже насыщенность
* Скорость вращения шнека - низкое влияние на цвет и блеск
Детали становятся ярче
2. Влияние параметров формования.
* Температура формы - высокое влияние на блеск
Полированная форма: более высокая температура → блеск ↑
Эродированная форма: более высокая температура → блеск ↓
* Скорость закачки
-среднее влияние на цвет
более высокая скорость → аморфные термопласты, как правило, светлее
Более высокая скорость → в зависимости от материала немного разное влияние на изменение цвета
-больше влияние на блеск
Полированная форма: более высокая степень → блеск ↑
Эродированная плесень: более высокая степень блеска ↓
Как выбрать термопластавтомат?
Покупка термопластавтомата - это не маленькие инвестиции. Покупка слишком большой термопластавтомата - расточительство, и покупка слишком маленькой термопластавтомата не подходит. Поэтому выбор термопластавтомата, отвечающего потребностям клиента в продукции, стал предметом наибольшей озабоченности каждого покупателя.
При выборе машины для литья под давлением стандарт для выбора машины только на основе веса впрыска является чрезмерным упрощением, и неразумно использовать только усилие зажима. Следовательно, мы должны совместить их и сделать разумный выбор.

1. Определение массы впрыска термопластавтомата.
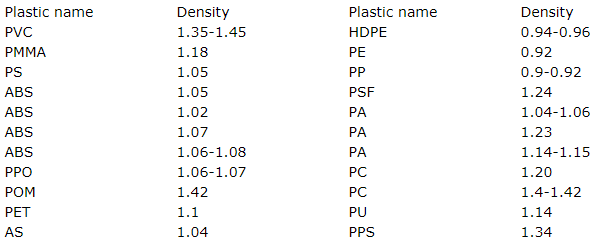
Вес впрыска является важным параметром устройства впрыска термопластавтомата. Это наиболее часто используемый параметр, а также ключевой параметр при выборе термопластавтомата. Выражается в граммах (г) или унциях (унциях) (Примечание: 1 г = 0,035 унции, 1 унция = 28,35 г). Хотя этот параметр прост и понятен, его также легко понять неправильно. Фактически, определение веса впрыска относится к максимальному весу впрыска пластика, которого может достичь впрыскивающее устройство, когда винт впрыска используется в качестве максимального хода впрыска при условии нагнетания воздуха (без впрыска в форму); этот параметр в определенной степени отражает производительность машины для литья под давлением; его можно измерить или рассчитать теоретически. (Между теоретическим значением и измеренным значением будет определенная разница.) В качестве каучука, используемого в испытании, обычно используется твердая резина PS с удельным весом 1,05.
Сначала укажите удельный вес обычно используемых пластиков (Vx, г / см3) в таблице ниже:
Шаги по определению объема впрыска:
* Сначала рассчитайте вес продукта: w = вес продукта + вес литниковой системы (вес, необходимый для впрыска W)
* Если изделие, полученное литьем под давлением, представляет собой полистирол (ps), объем впрыска литьевой машины должен быть WPS; Wps = (1,3-1,1) * W (вес продукта + общий вес литниковой системы), где качество продукта Когда требования высоки, коэффициент должен быть большим значением, в противном случае он может быть маленьким значением
* Если продукт представляет собой другой пластик (названный X пластик) в соответствии с вышеуказанным методом, сначала рассчитайте теоретический объем впрыска пластика, который должен быть Wx; Wx = (1,3-1,1) * (вес продукта + общий вес литниковой системы); Затем в соответствии с плотностью пластика (X), преобразованной в фактический вес материала PS Wps, формула преобразования: WPS = Wx * 1,05 / VX.
* В соответствии с результатом расчета Wps и сравнением образцов продукта выберите подходящую машину для литья под давлением.
2. Расчет усилия зажима термопластавтомата.
При расчете усилия зажима необходимо учитывать два важных фактора:
* Площадь проецирования (S)
Спроектированная область - это самая большая область, просматриваемая вместе с открытием и закрытием формы.
* Давление в полости (P)
На давление в полости влияют следующие факторы: количество и расположение заслонок, размер заслонок, толщина стенки продукта, вязкостные характеристики используемого пластика и скорость впрыска.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.