ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Размер детали: 268,88 * 130,13 * 30,99 мм
Сырье детали: ABS NH30
Коэффициент усадки: 1,0045
Вес детали: 10,73 грамма
Сталь пресс-формы: 413
Основание пресс-формы: CI5060
Полость формы: 2
Система ворот: боковые ворота
Система выталкивателя: слайдер + наперсток
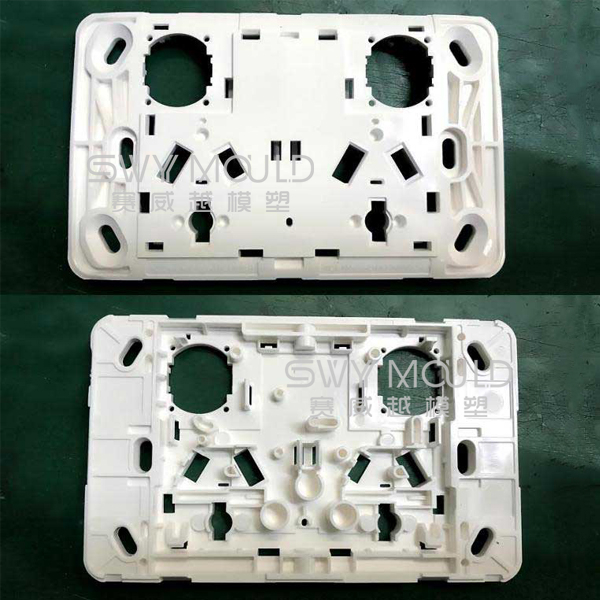
Конструкция пластиковой формы для полки холодильника
Максимальный размер изделия 268,88 мм * 130,13 мм * 30,99 мм, средняя толщина пластиковой части 2,20 мм, материал пластиковой части - АБС NH30, коэффициент усадки - 1,0045, вес пластиковой части - 10,73 грамма. . Технические требования к пластмассовым деталям заключаются в том, что не должно быть дефектов, таких как выступы, недостаточное литье под давлением, линии потока, поры, деформация коробления, серебряные полосы, холодные материалы, струйные линии и т. Д.

В соответствии с положением установки пластиковой детали при работе, пластиковая часть должна быть наклонена, поэтому полость представляет собой макет как 2 полости. Основа пресс-формы - это стандартная пресс-форма CI5060. Для повышения точности позиционирования передних и задних стержней пресс-формы на краю основания пресс-формы спроектированы 6 позиционирующих блоков с нулевым градусом. Четыре угла стержня пресс-формы имеют блоки позиционирования с нулевым градусом для облегчения точного зажима переднего и заднего стержней пресс-формы. Как передний, так и задний стержни формы устанавливаются с помощью сжимающих блоков, что удобно для обрамления стержня формы.
Выравнивание пресс-формы учитывает характеристики наклона пластиковых деталей и использует симметричное выравнивание для уравновешивания сил. Принимая во внимание прочность формы, передний и задний стержни формы поровну делятся на две части. Обработка поверхностей разъема очень критична. Для наклонных поверхностей разъема требуется высокоскоростная обработка с ЧПУ, чтобы избежать дефектов, вызванных ручной обрезкой.
Из-за особой формы пластмассовой детали пластмассовая деталь занимает небольшое пространство с обеих сторон формы, и сила зажима не уравновешивается во время литья под давлением. Чтобы решить эту проблему, на верхней и нижней сторонах формы были сконструированы два противовеса. Слева и справа предусмотрены противовесы. Балансир необходимо подвергнуть термообработке, закалке и плоской шлифовке, закрепить на краю подвижного и неподвижного зародыша пресс-формы с помощью плоских винтов.
По большой длине пластиковой части ворота спроектированы по центру пластиковой части. Ворота боковые.
7 пряжек по краю пластиковой части сделаны с небольшими ползунками. Все слайды приводятся в движение Т-образными пазами. В нормальных условиях используйте наклонные направляющие стойки, чтобы как можно сильнее двигать ползунок. Иногда, когда пространство ограничено, привод с Т-образным пазом также может быть разработан для замены наклонной направляющей стойки.
Во избежание деформации пластмассовых деталей передняя и задняя формы пресс-формы должны быть рассчитаны на охлаждение и транспортировку воды. Расстояние между охлаждающей водой и пластиковыми деталями составляет 14,5, они расположены равномерно, чтобы уменьшить деформацию пластмассовых деталей.
Выталкиватель пластиковой детали выталкивается гильзой, а пластина гильзы направляется центральными торцами.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.