ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
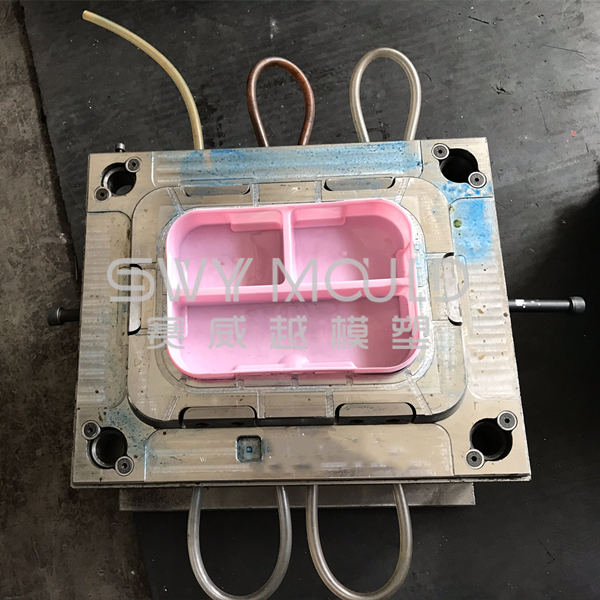

Материал ланч-бокса: ПП
Вес коробки для завтрака: 303 г
Размер обеда: 285 * 230 * 65 мм
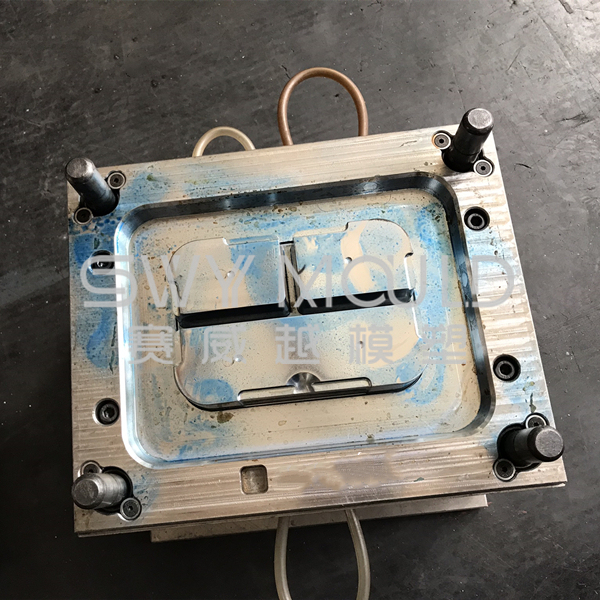
Формовочная сталь: H13 с термообработкой
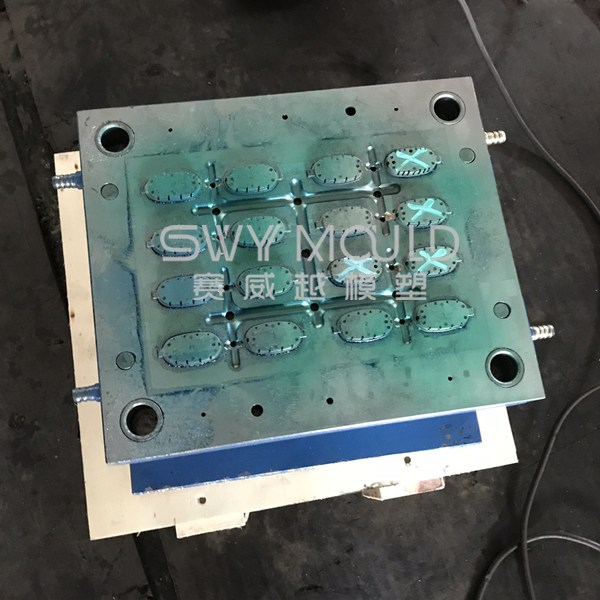
Полость формы: 1
Основание пресс-формы: LKM
Тип бегуна: горячеканальный с брендом Юдо
Тип литья: полностью автоматический
Факторы, влияющие на время охлаждения в процессе литья под давлением
В процессе литья под давлением время охлаждения составляет 80% цикла литья под давлением, и цикл литья под давлением является важным фактором, влияющим на стоимость литья под давлением. Сокращение времени охлаждения литья под давлением является важным средством снижения стоимости литья под давлением.
1. Выбранная сталь для литья под давлением
Если вы хотите повысить эффективность охлаждения, при выборе материала необходимо отдать предпочтение литейной стали с лучшей теплопроводностью.
2. Схема формованного водного пути.
При проектировании водного пути формы для литья под давлением необходимо полностью оценить «горячие точки» конструкции конструкции изделия. Для достижения этой цели необходимо рассмотреть отдельную конструкцию канала циркуляции воды и использовать только что упомянутую бериллиево-медную вставку или увеличить иглу теплопроводности и установить охлаждающий инструмент теплопроводной трубы для тонких настенная вставка. Водный путь формы использует прямой водный путь, насколько это возможно, уменьшает конструкцию водного пути за счет чрезмерных охлаждающих колодцев и углов и позволяет избежать чрезмерных площадей мертвой воды. На этапе проектирования пресс-формы расположение каналов охлаждающей воды было разумно расположено так, чтобы в основном обеспечить охлаждающий эффект.
3. Температура пресс-формы
Он определяется путем измерения фактической температуры в точках входа и выхода воды на поверхности полости формы. Если разницу температур в разных областях и разницу температур с заданным значением можно контролировать в пределах ± 5 ° C, это означает, что основной охлаждающий эффект все еще приемлем.
4. Ежедневное обслуживание пресс-формы для литья под давлением.
Если поверхность формы масляная или грязная, это обычно снижает эффективность охлаждения. Необходимо очистить поверхность полости и использовать чистящую машину для очистки формованного водного пути. Ежедневный пусковой осмотр необходим для увеличения контроля потока охлаждающей воды и выявления неисправностей, которые необходимо вовремя устранять.
Система подачи пластиковой формы для ланч-бокса
При производстве пластиковых форм для литья под давлением, как правило, слишком много внимания уделяется стадии отражения и производительности после введения сырья. Подача также особенно важна при литье под давлением.
Когда объем впрыска превышает объем литьевой машины до большого объема впрыска, очевидно, что объем подачи ограничен. Если качество продукта близко к конкретному качеству впрыска литьевой машины, возникнет проблема недостаточной пластификации, и материал не будет нагреваться в цилиндре в течение достаточного времени. Ситуацию такого типа можно решить только путем замены машины для литья под давлением большого объема. Некоторые пластмассы, такие как полиэстер, имеют узкий диапазон плавления и большое постоянное давление. Для обеспечения подачи материалов можно использовать термопластавтомат с большим объемом пластификации.
Как правило, термопластавтоматы оснащены только спринклерами прямого подключения из-за повреждения под давлением. Однако, если передний конец цилиндра развернут и температура сопла слишком высока или находится под высоким давлением, передний конец цилиндра развернется и разгрузится слишком сильно, так что пластиковая форма для литья под давлением открывается до начала впрыска. , а пластиковая форма для литья под давлением будет продвинута до пластиковой формы для литья под давлением. Канал рабочего колеса охлаждается и затвердевает, что препятствует плавному попаданию расплава в полость. В это время необходимо уменьшить переднюю часть ствола и температуру сопла, а также уменьшить емкость ствола.
Из-за того, что пластик частично плавится и агломерируется в воздушной сушилке силоса, или температура секции подачи ствола слишком высока, или сорт пластика выбран неправильно, или пластик содержит слишком много смазочной жидкости, пластик попадает в Входное отверстие литьевой машины Часть уменьшенного диаметра или канавка на конце винта винта литьевой машины принудительно расплавляется, блокируя безопасный проход пластиковой формы для литья под давлением или оборачивая винт литьевой машины, и сопровождает винт до двигаться по кругу. Его нельзя сдвинуть, что приведет к прерыванию или нерегулярности кормления. взлеты и падения.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.