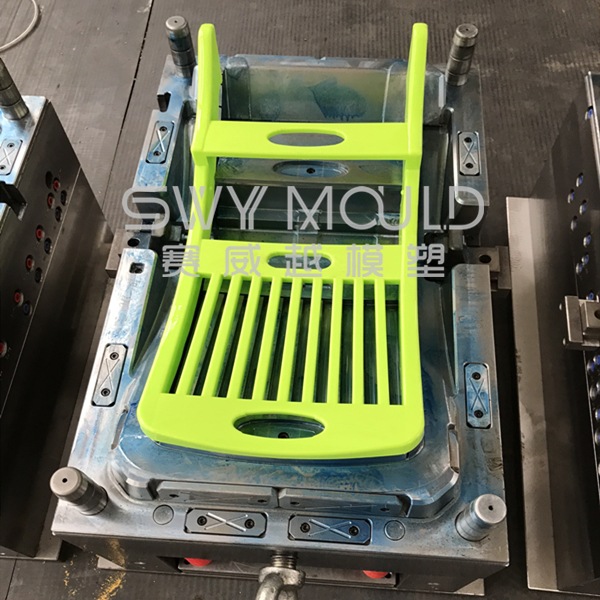
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Материал детали: АБС-пластик
Сталь пресс-формы: 718H
Основание пресс-формы: стандарт LKM
Количество полостей: 1
Если тоннажа вашей машины достаточно, можно сделать две крышки (верхнюю и нижнюю крышки в одну форму, с полостью 1 + 1)
Обработка поверхности: глянцевый полироль
Срок доставки: 60 дней
Поверхностная яркость пластиковой формы для литья под давлением корпуса пылесоса
Вы когда-нибудь встречали случай, когда стальная полость была отполирована до максимально возможной степени, но литая часть из АБС-пластика все еще не имела необходимого блеска? Проблема может быть связана с формой, материалом, обработкой или их комбинациями. Посмотрите на приведенную ниже информацию, чтобы найти основную причину.
1. Причины использования пластиковой пресс-формы для литья под давлением
* Поверхность полой стали не чистая
Масляные или водяные пятна на поверхности стали с полостями, а также слишком много разделительного агента, нанесенного в процессе литья под давлением абс, все это создает тусклый вид. В этом случае очистите форму и контролируйте использование смазок для форм.
* Дизайн пресс-формы или детали
Когда настенный инвентарь меняется, очень трудно поддерживать постоянный блеск на детали. В зависимости от структуры потока более тонкие участки стенки могут не подвергаться такому пластическому давлению, что в результате приводит к чрезмерному блеску в этой области. Тот же эффект может произойти, если стеновой инвентарь станет слишком толстым; могут появиться глянцевые пятна из-за усадки и невозможности ее запаковать. Расположение ворот может повлиять на настройку толщины стен, но всякий раз, когда у вас разные материалы для стен, вы рискуете получить непостоянный блеск. Недостаточная тяга ангела создаст проблемы для плавного извлечения из формы. Может быть приложено чрезмерное усилие, что приведет к затуплению.
* Отсутствие вентиляции
Отсутствие вентиляции может привести к появлению тусклых и / или блестящих пятен или полос. Вентиляционные отверстия часто упускаются из виду; если из-за плохой вентиляции внутри полости задерживается слишком много газа, на детали могут появиться глянцевые полосы или точки.
* Неправильная конструкция бегунка или ворот
Размер бегунка и / или ворот также рассматривается как возможное решение проблемы глянца. Если площадь поперечного сечения заслонки или ползуна слишком мала или резко изменяется, сила сдвига становится слишком большой, когда расплав протекает в состоянии турбулентной динамики, что приводит к плохому блеску. Следовательно, площадь поперечного сечения ворот и бегунка должна быть соответствующим образом увеличена.
2. Причина в процессе литья под давлением из АБС-пластика.
* Медленная скорость впрыска
Если скорость впрыска слишком мала, поверхность пластиковой детали не будет плотной и будет плохой блеск. По этой причине скорость впрыска может быть соответственно увеличена.
* Отсутствие охлаждения
Отсутствие охлаждения также может способствовать возникновению проблем с блеском, когда детали полости или компоненты формы становятся горячее, чем остальная часть полости. Обычно в этих случаях блеск или сквозное изображение будут более блестящими.
* Более низкое давление упаковки / удержания
Низкое давление уплотнения или удержания сделает вашу деталь более глянцевой.
* Охладитель расплава
Когда поток расплава слишком низкий, текучесть низкая, что легко может привести к плохому блеску, поэтому температуру расплава следует соответствующим образом повысить.
3. Причины использования пластикового сырья.
Имейте в виду, что каждый материал обеспечивает разный уровень глянца. Очень важно понимать, из какого материала производится производство. Убедитесь, что переработанного материала не может быть слишком много. Материалы, содержащие абразивные добавки, такие как стекловолокно, могут со временем вызвать проблемы с блеском из-за эрозии поверхности полости. На текстурированных полостях это приведет к более глянцевому покрытию, поскольку детали текстуры со временем размываются.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.