ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





Обычно такие трубы бывают разных диаметров, например, 12 мм, 16 мм и т. Д., И разной толщины. Кроме того, есть много других элементов для орошения, таких как капельная лента, капельница со стрелкой, спринклер, трубка Вентури, фильтр, воздушный клапан, регулятор давления, гидравлический редукционный клапан и т. Д.
Пожалуйста, предоставьте нам свои образцы и свяжитесь с SWY MOLD, чтобы получить более подробное предложение по пластиковым формам для литья под давлением.
Функция этой трубы для капельного орошения:
Подкормка ежедневных потребностей растений в воде (вместе с питательными веществами) капает по каплям к корням растения или поверхности земли с использованием системы, которая фильтрует воду и переносит ее по боковым трубам.
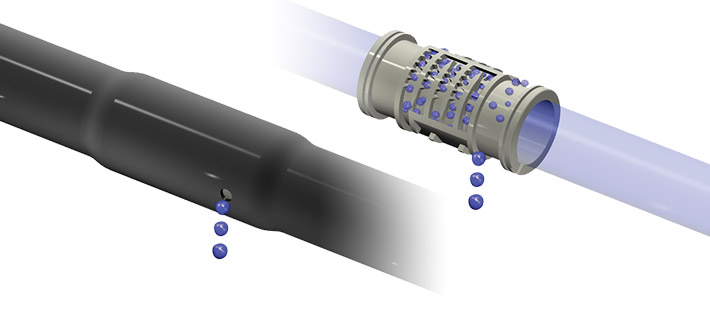
Как работает труба капельного орошения?
Внутри труб капельного орошения находятся «капельницы» в равных диапазонах, которые объединены с трубой. Вода, протекающая под определенным давлением по трубе, контролируется за счет ее циркуляции в каналах на поверхности этих капельниц, и она капает точно к корню растений с временным интервалом, допускаемым капельницами (контроль скорости потока).
Преимущества трубы капельного орошения
1. Использование труб капельного орошения сводит к минимуму потери воды.
2. Капельницы, которые размещаются в определенных интервалах внутри трубы, обеспечивают подачу воды в корень растения в желаемом количестве.
3. Кроме того, с помощью этого метода водорастворимые удобрения также подаются к корням растений вместе с водой.
4. В сельском хозяйстве, где применяются обычные методы орошения, растения поражают так много корней, что достигают воды; однако, поскольку вода подается непосредственно к корню растения в системе капельного орошения, растение не задевает так много корней, и поэтому сила передается продукту, а не корню.
5. Поскольку система капельного орошения снижает влажность воздуха, она существенно предотвращает грибковые заболевания.
6. Обеспечивает экономию 60% по сравнению с традиционными методами полива.
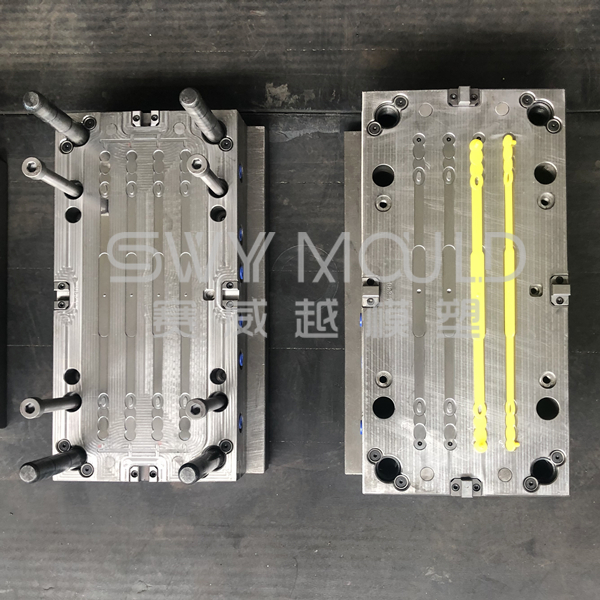
Чтобы контролировать объем капающей воды, размер этой трубы должен быть точным. Поэтому при изготовлении пресс-форм очень важен контроль размеров.
Что такое точное литье пластмасс под давлением?
Обычно допуск на пластмассовую формовочную часть составляет около 0,05-0,1 мм, если требование к допуску детали составляет около 0,01-0,03 мм, это означает, что это прецизионное литье пластмасс под давлением, для изготовления высокоточных пластиковых деталей для литья под давлением в первую очередь нужно сделать прецизионная пресс-форма для литья под давлением, все компоненты пресс-формы должны иметь допуск в пределах 0,005-0,01 мм, это минимальное требование для высокоточной пластиковой пресс-формы для литья под давлением после того, как пресс-форма будет завершена, затем проведите испытание пресс-формы, чтобы проверить размер в соответствии с требованиями к 2D-чертежу, чтобы Испытайте пресс-форму и сделайте стабильный допуск, прецизионная пресс-форма для литья пластмасс под давлением является ключевым моментом номер один для изготовления высокоточных деталей для литья под давлением, но не ограничиваясь этим, вам все равно нужно использовать высокоточную литьевую машину для производства детали, в соответствии с этим двухминутным требованием мы Мы можем быть уверены, что можем непрерывно изготавливать прецизионные детали для литья под давлением, есть несколько проблем, которые нам все еще необходимо знать для прецизионных пресс-форм для литья пластмасс ing.
Что нужно для беспокойства по поводу прецизионного литья пластмасс под давлением
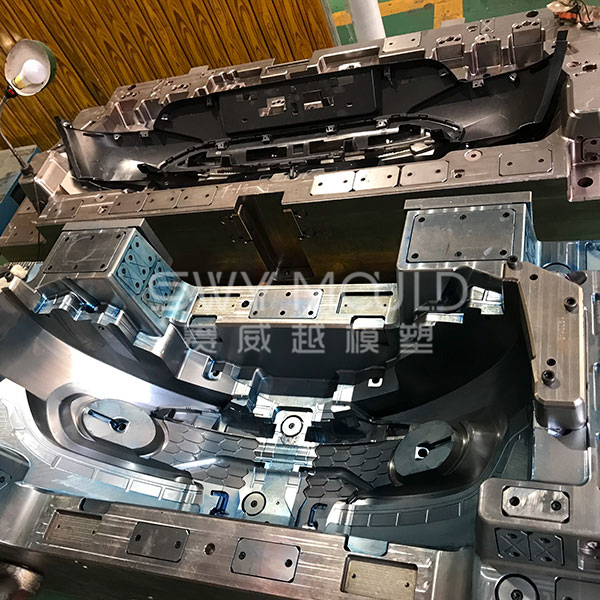
1. Определение структуры прецизионной пластмассовой формы является ключевым моментом, а общая структура является воплощением конечного эффекта продукта.
2. Выбор разумной схемы впрыска в соответствии со структурой, весом, объемом и стоимостью продукта, которая может удовлетворить как требования потребителей, так и требования к качеству. Затем, проектирование в строгом соответствии со стандартами проектирования впрыска: компоновка направляющей должна быть однородной, особенно размер поверхности поперечной нагрузки основного и вспомогательного направляющих, форма и размер ворот.
3. Определение режима выброса в зависимости от ориентации и структуры продукта. Затем оценивают баланс выброса и сосуществуют с другими системами, такими как вмешательство в знаки транспортировки и рециркуляции воды, часы с датой и т. Д.
4. Конструкция системы водяных каналов основана на четырех требованиях (линия охлаждения должна быть как можно более сбалансированной. Линия водяного охлаждения не должна мешать другим механизмам. Оборудование водяных каналов должно соответствовать стандартам заказчика и быть простым в установке. • Каждая линия водного канала должна иметь идентификационные номера или метки (внутрь и наружу).
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.