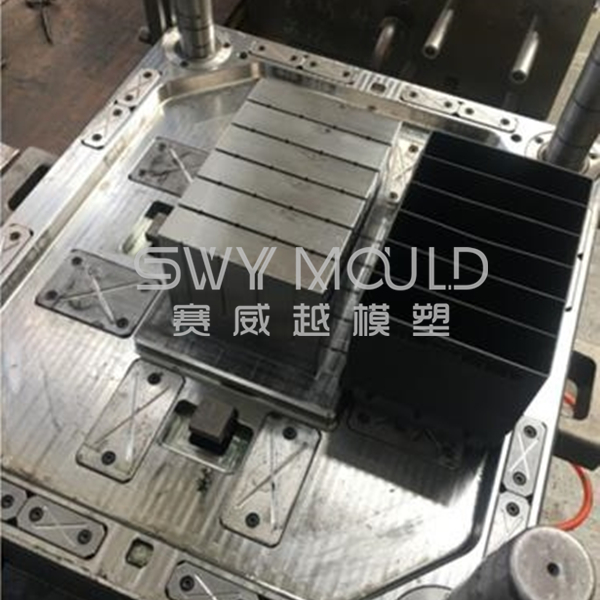
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


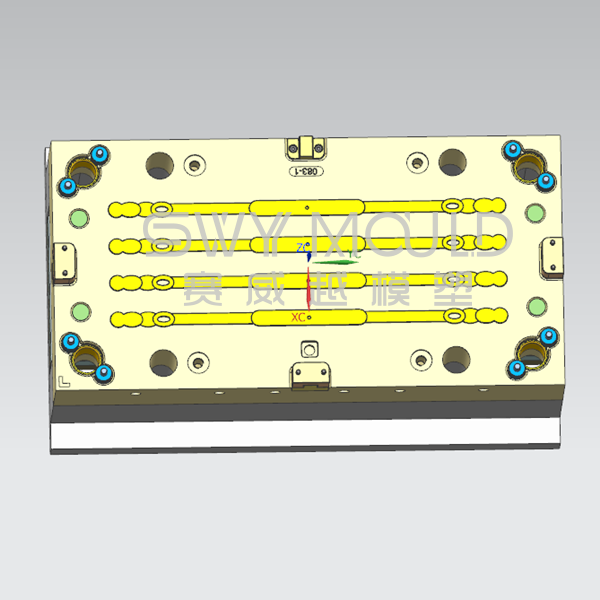
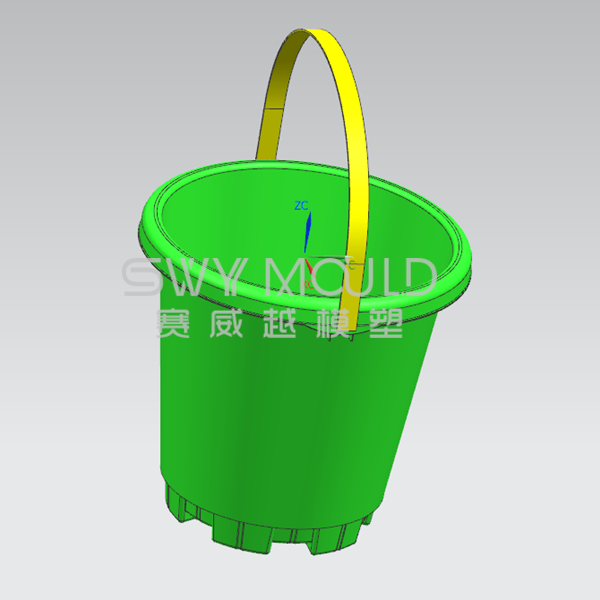
Размер ручки: длина 370 мм
Материал ручки: полипропиленовая смола
Сталь пресс-формы: P20
Основание пресс-формы: 60 #
Кол-во впадин: 4
Система впрыска: холодный бегун
Размер формы: 480 * 290 * 280 мм
Вес формы: 230 кг
Подходящая машина: Haitian MA 1600 OR MA900
Советы по времени охлаждения формы для литья под давлением
Это сделано для того, чтобы быстро получить представление о времени охлаждения, необходимом для затвердевания определенной термопластичной смолы в процессе литья под давлением. В частности, оцененное время представляет собой время отверждения, разделяющее фазы нагнетания и выброса в процессе.
Вы можете использовать это, чтобы понять, сколько времени потребуется на изготовление вашей детали и, таким образом, как изменение толщины может повлиять на производственные мощности и стоимость.
Расчеты представлены для следующих двух случаев:
Пластина: бесконечная пластина заданной толщины.
Стержень: бесконечный стержень заданного диаметра.
Для обоих случаев рассчитанное время - это время, за которое центр секции достигнет температуры выброса. Для расчетов требуются следующие количества:
* Толщина пластины
* Диаметр стержня
* Плотность
* Удельная теплоемкость
* Теплопроводность
* Температура пресс-формы
* Температура расплава
* Температура выброса
Модель охлаждения предполагает, что тепловые свойства не меняются с температурой. На самом деле это не так, но для большинства сценариев ошибка будет меньше, чем ошибка, вызванная неточностями в прогнозировании охлаждения формы и другими проблемами, которые могут повлиять на выброс.
Очевидно, что применение этой программы потребует от пользователя идеализации всех частей, кроме простейших, для получения значимых результатов. В конце концов, рекомендуется провести более тщательный анализ охлаждения любой части перед окончательной доработкой инструментов для проектирования и ввода в эксплуатацию. Для получения дополнительной информации о том, как это делается, свяжитесь с нашим SWY MOLD.
Факторы определения полости формы
Количество полостей зависит от доступного производственного времени, необходимого количества продукта, размера дроби машины и пластифицирующих способностей, формы и размера формованных деталей, а также стоимости пресс-формы для литья под давлением.
1. Формулы
Ниже приведены простые формулы для определения количества полостей. Используйте минимальное значение, полученное из следующих формул.
2. Количество товара
Если допуск на размер детали не очень важен и требуется большое количество формованных деталей, предпочтительны формы с несколькими полостями. Количество полостей зависит от времени, доступного для поставки определенной партии деталей, количества деталей в партии (L), времени цикла для производства одного набора деталей (tc), коэффициента брака (K), выражается как K = 1 / (1 процент отказа). Соотношение: количество полостей = L x K x tc / tm.
3. Объем выстрела
Пропускная способность инжекционной машины также является фактором, определяющим количество полостей. Возьмите 80 процентов мощности машины как вес дроби (S) и разделите на вес детали (W), чтобы получить количество полостей. Отношение следующее:
Количество полостей = S / W
4. Пластифицирующая способность
Пластифицирующая способность машины для литья под давлением также является важным фактором. Разделите пластифицирующую способность (P) машины на расчетное количество выстрелов в минуту (X) и вес детали (W). Отношение следующее:
Количество полостей = P / (X x W)
Определение количества полостей
Общие спецификации стандартов пресс-форм
Перед началом строительства заказчик должен согласовать проект пресс-формы. Все формы должны иметь соответствующие каналы для контроля температуры. По возможности, все детали должны иметь маркировку с указанием типа стали и твердости по Роквеллу. Имя клиента, номер детали и номер пресс-формы должны быть выбиты на всех пресс-формах. Все формы и крупные компоненты должны иметь соответствующие приспособления для обращения, например, отверстия для рым-болтов, прорези для рычага и т. Д.
1. Пресс-формы класса 101 SPI: (рассчитаны на один миллион или более циклов) Требуется конструкция пресс-формы. Основание пресс-формы должно иметь минимальную твердость 280 BHN. Поверхности формования (полости и стержни) должны быть закалены минимум до 48 HRC. Все остальные детали, такие как салазки, пяточные блоки, клинья, клинья и т. Д., Также должны быть из закаленных инструментальных сталей. Катапультирование следует направлять. Слайды должны иметь износостойкие пластины. Положения по контролю температуры должны быть по возможности в полостях, стержнях и салазках. В течение срока службы пресс-формы коррозия в каналах охлаждения снижает эффективность охлаждения, что ухудшает качество детали и увеличивает время цикла. Поэтому рекомендуется, чтобы пластины или вставки, содержащие охлаждающие каналы, были из коррозионно-стойкого материала или обработаны для предотвращения коррозии. На всех пресс-формах требуются замки линии разъема.
2. Пресс-формы SPI 102: (рассчитанные не более чем на один миллион циклов) Требуется конструкция пресс-формы. Эта форма идентична пресс-форме Типа 101. Следующие элементы не требуются: направляемый выброс, закаленные изнашиваемые пластины скольжения, металлические каналы для воды и полости из износостойкого покрытия. Все остальные дополнительные услуги не являются обязательными. Этот инструмент является инструментом средней и высокой производительности, который подходит для абразивных материалов и / или продуктов с жесткими допусками.
3. Пресс-формы класса 103 SPI: (рассчитанные на менее 500 000 циклов) рекомендуется конструкция пресс-формы. Основание пресс-формы должно иметь минимальную твердость 165 BHN. Сердечники и полости должны быть не менее 280 BHN. Все остальные дополнительные услуги не являются обязательными.
4. Пресс-формы SPI класса 104: (рассчитаны на менее 100 000 циклов) рекомендуется конструкция пресс-формы. Основание пресс-формы может быть из низкоуглеродистой стали или алюминия. Сердечники и полости могут быть из алюминия, мягкой стали или любого другого согласованного металла. Все остальные дополнительные услуги не являются обязательными.
5. Пресс-формы класса 105 по SPI: (рассчитаны не более чем на 500 циклов) Основание пресс-формы может быть изготовлено из литого металла, эпоксидной смолы или любого другого материала, обладающего достаточной прочностью для изготовления минимального количества прототипов. Этот инструмент предназначен только для целей прототипа. Все остальные дополнительные услуги не являются обязательными.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.