ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

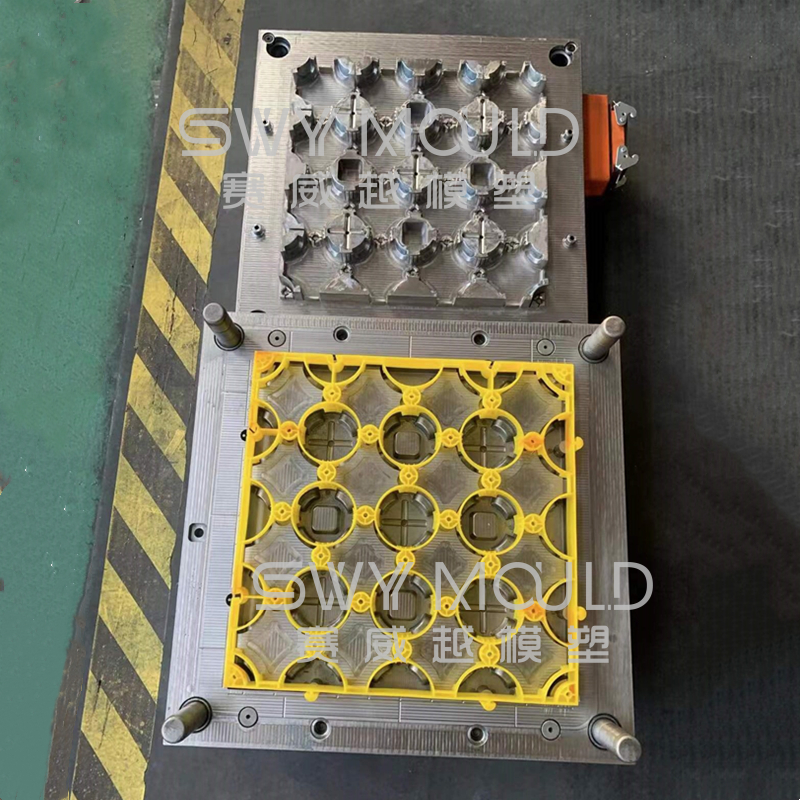
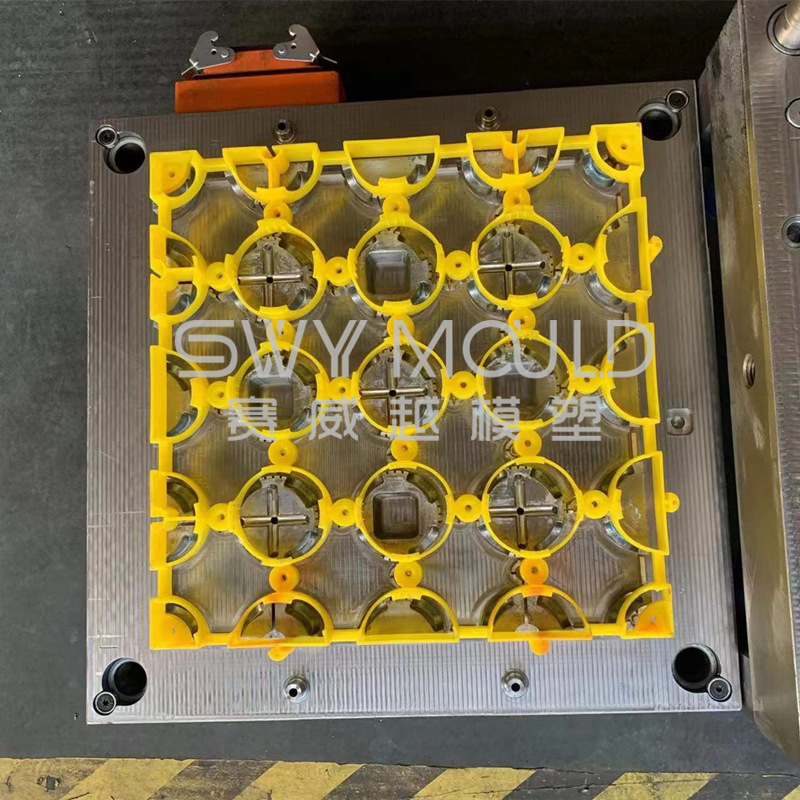
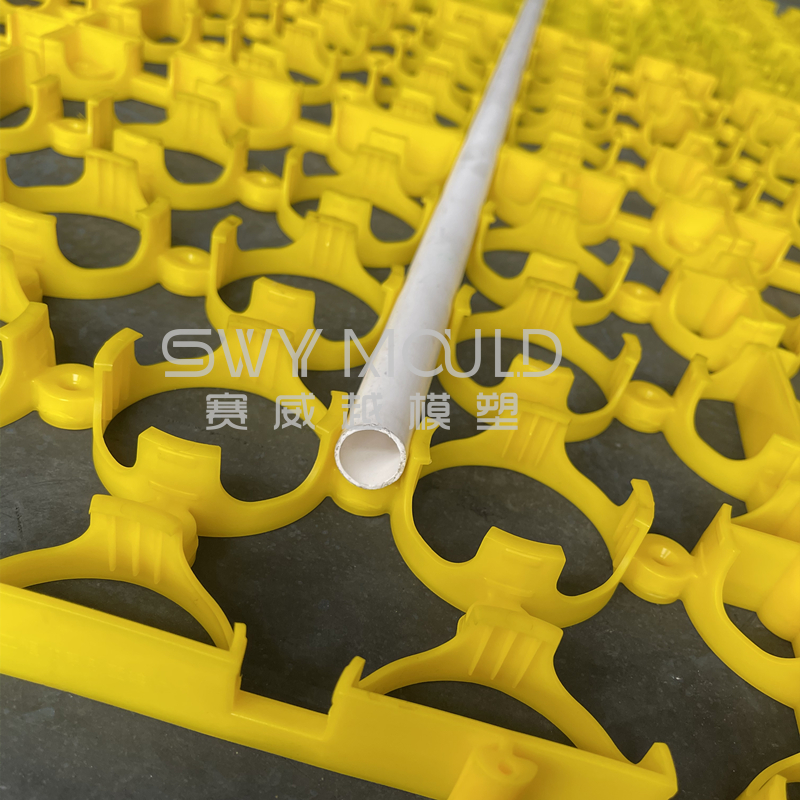

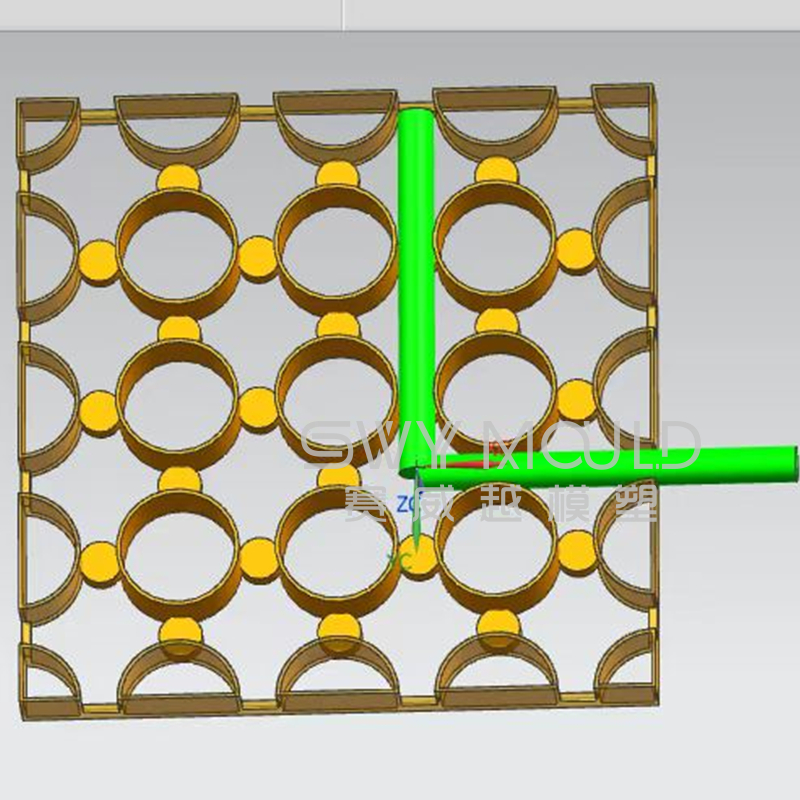
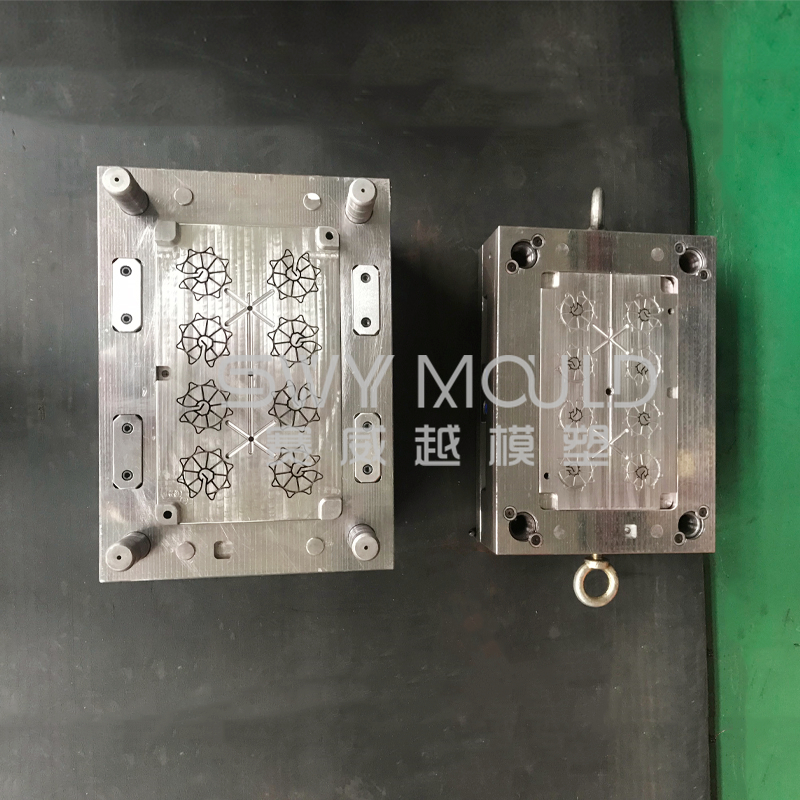
Особенности детали: круглая сетка
Размер детали: 361,3*361,3*27 мм
Сталь пресс-формы: 718
Основание пресс-формы: C50
Время выполнения: 55 дней
Массовое производство пресс-форм SWY MOLD
О выборе и особенностях пластиковых оригинальных образцов
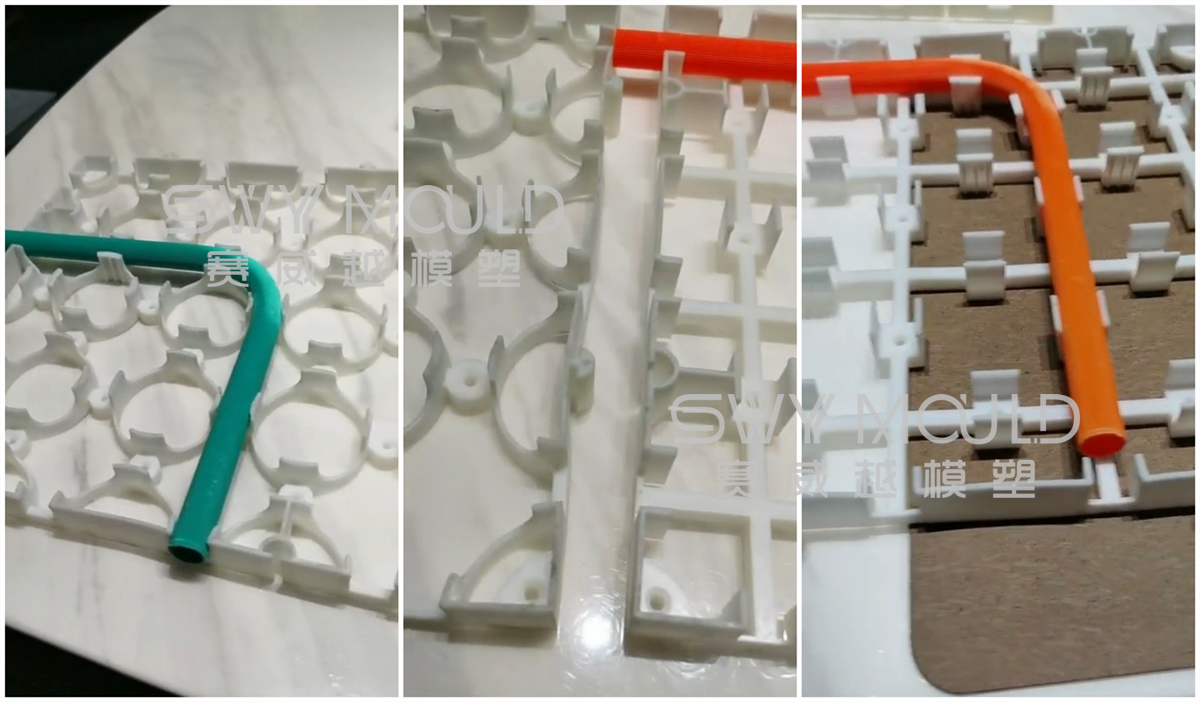
В эту форму внесены некоторые изменения по сравнению с оригинальными образцами. Перед изготовлением пресс-формы наш клиент попросил нас сделать образцы для 3D-печати, чтобы проверить осуществимость. Сначала есть две формы сетки, одна круглая, а другая квадратная, после того, как заказчик проверил практичность двух образцов, решил выбрать круглую сетку.
Что такое след плесени?
Испытание пресс-формы при разработке и производстве продукта относится к этапу пробного впрыска, который проводится после завершения изготовления пресс-формы и перед массовым производством. Перед испытанием пресс-формы нам необходимо обратить внимание на следующие вопросы:
1. Узнайте о соответствующей информации о плесени.
Лучше всего иметь 3D- или 2D-дизайн пресс-формы, подробно проанализировать его и привлечь специалиста по пресс-форме для участия в работе по отслеживанию пресс-формы.
2. Сначала проверьте его механическое взаимодействие на верстаке.
Следует обратить внимание на наличие царапин, отсутствующих деталей и люфтов. Проверьте правильность движения матричной пластины и герметичность соединений водяной и воздушной труб. Если есть ограничение на отверстие штампа, отметьте его на штампе. Если вышеуказанное действие можно выполнить до подвешивания формы, это поможет избежать проблем при подвешивании формы и последующем удалении формы, что приводит к потерям человеко-часов.
3. Когда будет установлено, что различные части пресс-формы в порядке, выберите подходящую пробную машину для литья под давлением. При выборе следует обратить внимание на:
* Каков максимальный объем впрыска машин для литья под давлением?
* Достаточно ли внутреннего размера тяги для размещения пресс-формы?
* Соответствует ли максимальный график перемещения подвижного шаблона требованиям?
* Готовы ли другие сопутствующие инструменты и аксессуары для плесени.
После подтверждения, что все в порядке, следующим шагом будет повесить форму. При подвешивании обратите внимание на то, чтобы все зажимные пластины на замке и подвесной рыбе не могли быть сняты, что позволяет избежать потери или поломки зажимной пластины пресс-формы, что приводит к падению пресс-формы.
После установки пресс-формы тщательно проверьте механическое действие каждой части пресс-формы, такой как скейтборд, коуши, конструкция зуба и концевой выключатель. Обратите внимание на то, совмещены ли сопло и входное отверстие.
Следующим шагом будет обратить внимание на действие составного штампа. В это время давление режима должно быть снижено. При комбинированном действии ручного и низкоскоростного штампов обратите внимание на то, чтобы увидеть и услышать, есть ли какие-либо неплавные движения и ненормальный звук.
4. Увеличьте температуру формы для литья под давлением.
В зависимости от характеристик сырья и размера формы выберите подходящую машину для контроля температуры формы, чтобы повысить температуру формы до требуемой температуры производства. Проверьте еще раз работу каждой детали после повышения температуры пресс-формы. Поскольку сталь может стать причиной образования карточной формы после теплового расширения, необходимо обращать внимание на скольжение каждой части, чтобы избежать натяжения и вибрации.
5. Если на заводе нет экспериментального закона планирования, мы предлагаем, чтобы только одно условие могло быть скорректировано за один раз при настройке условия тестового режима, чтобы определить влияние изменения одного условия на готовый продукт.
6. В соответствии с различным сырьем, сделайте умеренную выпечку для принятого сырья.
7. Старайтесь использовать одно и то же сырье, насколько это возможно, при изготовлении пресс-форм и массовом производстве.
8. Не только пробуйте форму, если есть требования к цвету, можно одновременно проверить цвет.
9. Внутренняя сила и другие проблемы часто влияют на вторичную обработку, поэтому отрегулируйте давление закрытия формы и несколько раз переместите ее после того, как след формы и формованные изделия стабилизируются, чтобы увидеть, нет ли неравенства давления зажима, чтобы избежать заусенцев и деформация формы.
После проверки вышеуказанных шагов уменьшите скорость и давление закрывающей формы, установите предохранительную пряжку и ход выталкивания, а затем отрегулируйте нормальную закрывающуюся форму и скорость закрывающей формы. Если речь идет о концевом выключателе максимального хода, ход открытия формы должен быть коротким, а действие высокоскоростного открытия формы должно быть прервано до максимального хода этого открытия формы. Это связано с тем, что во всем ходе открытия формы во время загрузки формы ход с высокой скоростью длиннее, чем ход с низкой скоростью. Шток механического выталкивателя на машине для производства пластмассы также должен быть отрегулирован так, чтобы он действовал после открытия формы на полной скорости, что позволяет избежать деформации плиты выталкивателя или пластины съемника под действием силы.
Перед изготовлением первого впрыска пресс-формы проверьте следующие пункты:
* Кормление слишком длинное или короткое?
* Является ли давление слишком высоким или низким?
* Ли скорость заполнения слишком быстро или медленно?
* Является ли цикл обработки слишком длинным или коротким?
Для предотвращения коротких выстрелов, переломов, деформаций, заусенцев и даже повреждения плесени. Если цикл обработки слишком короткий, наперсток будет покрывать готовый продукт или снимать кольцо, чтобы раздавить готовый продукт. В такой ситуации вам может потребоваться два или три часа, чтобы удалить готовый продукт.
Если цикл обработки слишком длинный, слабая часть стержня пресс-формы может сломаться из-за усадки резинового материала. Конечно, вы не можете ожидать каких-либо проблем, которые могут возникнуть в процессе судебного разбирательства, но всестороннее рассмотрение и своевременные меры помогут вам избежать серьезных и дорогостоящих потерь.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.