ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

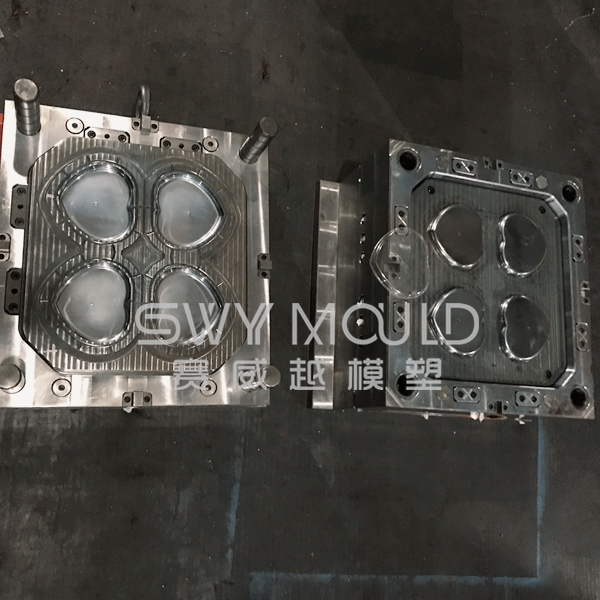

Размер крышки: 160 * 125 * 15 мм
Материал крышки: PS
Сталь пресс-формы: S136
Основание пресс-формы: LKM
Полость формы: 4
Система выброса: стриппер + газовая система
Время цикла: 8-10 секунд
Использование высокоскоростной термопластавтомата
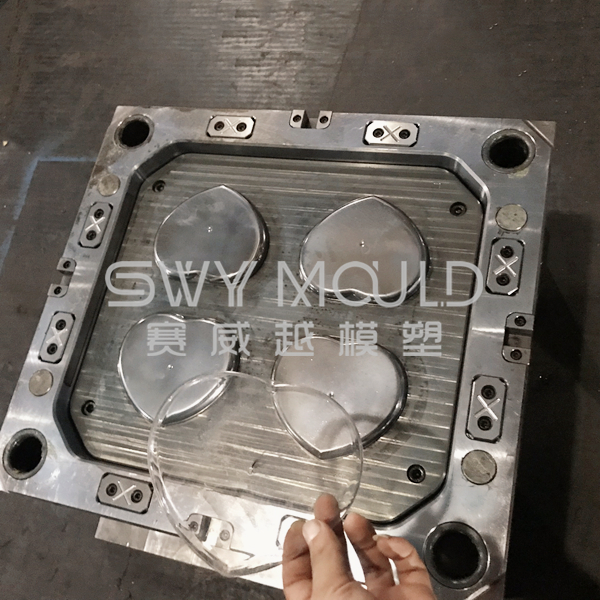
Для такой прозрачной детали на изделии не может быть царапин, поэтому в пресс-форме очень важен процесс полировки.
Полировка пластиковых форм очень важна для изготовления пластиковых форм. Это сильно влияет на качество пластиковых форм. Это помогает получить красивую поверхность и обеспечивает плавный выброс. Для полировки формы обычно используют масляный камень, наждачную бумагу, полировальную пасту и т. Д. Для шлифования поверхности полости формы, так что рабочая поверхность формы может быть такой же яркой, как зеркало. Это называется полировкой формы.
Полировка пресс-форм преследует две цели; один состоит в том, чтобы улучшить отделку формы, чтобы поверхность изделия была гладкой и красивой, а другая - в том, чтобы форма легко демонтировалась, чтобы пластик не прилипал к форме и не мог быть снят.
Инструменты для полировки пластиковых форм
1. Вспомогательные шлифовальные и полировальные инструменты.
* Ручной электрический роторный шлифовальный и полировальный инструмент с прямым стержнем
* Электрический угловой поворотный ручной электрический угловой вращающийся абразивный полировальный инструмент
2. Точильный камень
3. Наждачная бумага.
4. Шлифовально-полировальная паста.
5. Полировочная жидкость.
Процесс полировки пластиковых форм
1. Грубая полировка
Поверхность после грубой полировки, фрезерования, электроискровой, шлифовки и других процессов может быть выбрана для полировки на вращающемся шлифовальном станке или ультразвуковом шлифовальном станке со скоростью от 35000 до 40000 об / мин. Распространенным методом является использование колеса диаметром 3 мм и WA # 400 для удаления белого слоя электрической искры. Затем идет ручная шлифовка точильным камнем с использованием ленточного точильного камня и керосина в качестве смазки или охлаждающей жидкости. Общий порядок использования: # 180 ~ # 240 ~ # 320 ~ # 400 ~ # 600 ~ # 800 ~ # 1000. Метод полировки точильного камня, эта операция является наиболее важной и сложной операцией, в зависимости от различных характеристик обрабатываемых продуктов. , поперечное шлифование выполняется под сбалансированным углом около 70 градусов. Идеальный диапазон приема-передачи составляет от 40 до 70 мм. Операции с точильным камнем также различаются в зависимости от материала обрабатываемого продукта. Многие производители пресс-форм предпочитают начинать с # 400, чтобы сэкономить время.
2. Полировка средней точности.
Для полирования полупоточной полировки в основном используются наждачная бумага и керосин. После того, как шлифовальный камень является наждачной бумагой, обратите внимание на образование круглых краев, закругленных углов и апельсиновых корок ядра формы. Таким образом, процесс точильного камня максимально совершенен. Акцент на шлифовке наждачной бумагой. Наждачная бумага сочетается с более твердым деревянным стержнем для шлифования под поперечным углом около 70 градусов, как при работе с точильным камнем. Количество шлифовок наждачной бумагой с одной стороны составляет от 10 до 15 раз. Если время шлифования будет слишком большим, шлифовальное усилие наждачной бумаги будет уменьшено, что вызовет неровности на обрабатываемой поверхности (это также одна из причин появления апельсиновой корки).
В операции с наждачной бумагой для шлифования обычно используется бамбуковая стружка. Лучше всего использовать деревянный стержень с низкой эластичностью или алюминиевый стержень с низкой твердостью около 45 градусов. Для полировки поверхности нельзя использовать резину или высокоэластичные материалы, а для форм, которые нельзя полировать под углом 45 градусов, можно использовать острые углы. Порядок наждачной бумаги: # 220 ~ # 320 ~ # 400 ~ # 600 ~ # 800 ~ # 1000 ~ # 1200 ~ # 1500. Фактически, наждачная бумага # 1500 использует только литейную сталь, подходящую для закалки (выше 52HRC), но не для предварительно закаленной стали, потому что это может вызвать ожоги на поверхности предварительно закаленных стальных деталей.
3. Прецизионная полировка
Для прецизионной полировки в основном используется алмазная полировальная паста. Если полировальный тканевый круг смешан с алмазным шлифовальным порошком или шлифовальной пастой, обычная последовательность шлифования составляет 9 мкм (# 1800) ~ 6 мкм (# 3000) ~ 3 мкм (# 8000). удалите волосовидные шрамы, оставленные наждачной бумагой № 1200 и № 1500. Затем используйте липкий войлок и алмазную абразивную пасту для полировки, порядок 1 мкм (# 14000) ~ 1/2 мкм (# 60000) ~ 1/4 мкм (# 100000).
Процесс полировки с требованиями к точности более 1 мкм (включая 1 мкм) может выполняться в чистой комнате для полировки в цехе обработки форм. Для более точной полировки необходимо абсолютно чистое пространство. Пыль, дым, перхоть и пена слюны могут быть удалены после нескольких часов высокоточной полировки поверхностей.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




