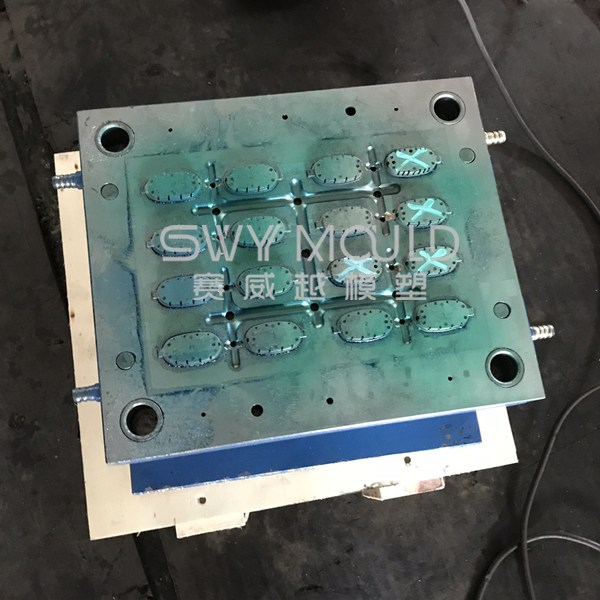
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
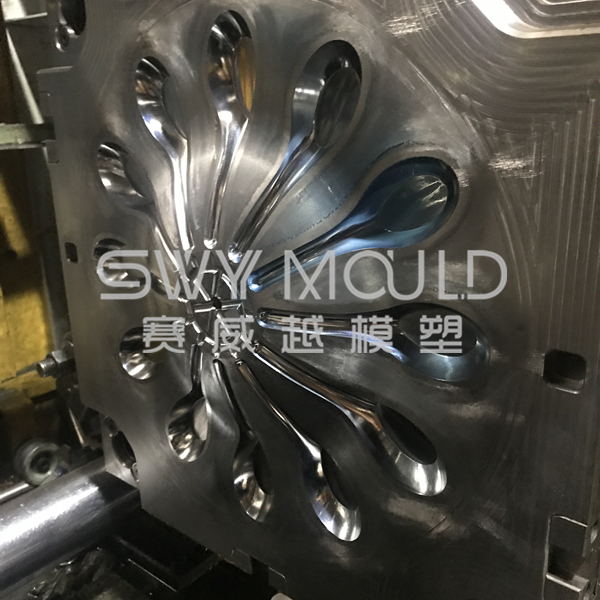


Размер ложки: 115 * 36 мм
Вес ложки: 1,9 г
Материал ложки: PS
Формовочная сталь: H13, с твердостью 40-45 HRC
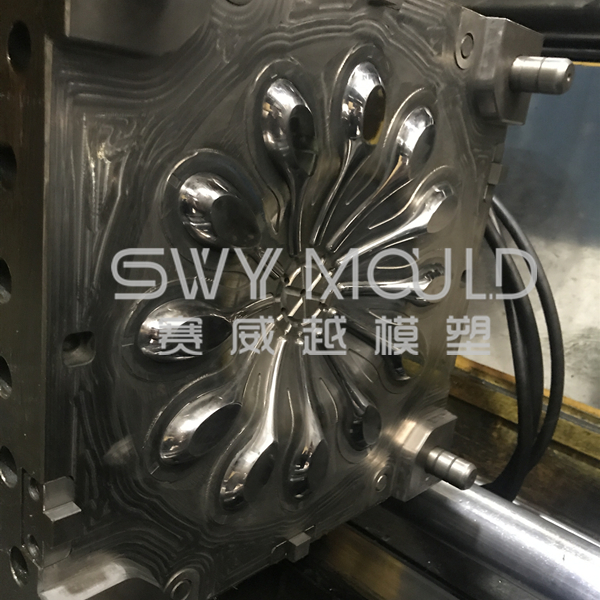
Полость формы: 12
Система бегунов: большие ворота с одной точкой и 6 вспомогательных путей
Система выталкивателя: штифт выталкивателя
Время цикла: 5,5 секунды
Срок выполнения: 45 календарных дней
Для высоких требований к пластиковой ложке требуется также высокая скорость формования. Для сокращения времени цикла очень важна хорошая система охлаждения.
Система охлаждения пресс-формы для литья под давлением очень важна. Время охлаждения - это самый длинный круг в процессе литья под давлением, он занимает от 50 до 80% круга формования. Расплавленный пластик имеет высокую температуру. Если не делать охлаждающие каналы, круг формования очень длинный, это является причиной дефектов формы, таких как изгиб, вмятины, линия шва, короткое замыкание…
Метод охлаждения пластиковой ложки
1. Охлаждение воздухом: тепло, излучаемое в воздух, при использовании этого метода охлаждение формы происходит медленно.
2. Охлаждение охлаждающими материалами.
Процесс охлаждения пластиковой ложки
Рисунок ниже поясняет базовую систему каналов охлаждения.

A: Коллектор для сбора.
B: Плесень.
C: Подающий коллектор.
D: Насос.
E: Обычные каналы охлаждения.
F: Шланги.
G: Перегородка.
H: регулятор температуры.
Точки системы охлаждения форм для пластиковых ложек
1. Когда мы проектируем пресс-форму, нам необходимо сделать охлаждающий канал около самой большой толщины изделий.
2. Диаметр охлаждающего канала обычно больше 8 мм, он должен быть одинаковым через охлаждающий канал.
3. Регулирует температуру формы, наливая большое количество воды, имеющей температуру, близкую к температуре, необходимой для формования.
4. Увеличивайте количество охлаждающих каналов, а не увеличивайте диаметр одного охлаждающего канала.
5. Используйте материал для форм с высокой теплопроводностью, чтобы повысить эффективность холодной воды.
6. Убедитесь, что вставка сердечника, сердечник ползуна… могут охлаждаться. Если не может быть холодно, нужно изменить конструкцию пресс-формы.
7. Увеличивайте количество охлаждающих каналов, а не увеличивайте длину охлаждающего канала. Если канал охлаждения слишком длинный, Δt больше 3 градусов. Δt различается между входной и выходной температурой.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.