ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



Материал трубы: ПВХ
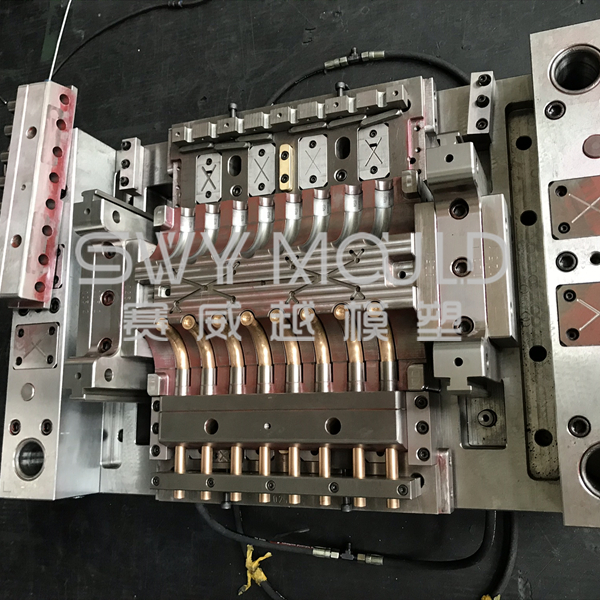
Полость пресс-формы: 16
Сталь пресс-формы: DIN 1.2316
Базовая сталь: стандарт LKM
Особенности: небольшой размер со строгой высокой точностью;
система и механизм вытягивания сердечника;
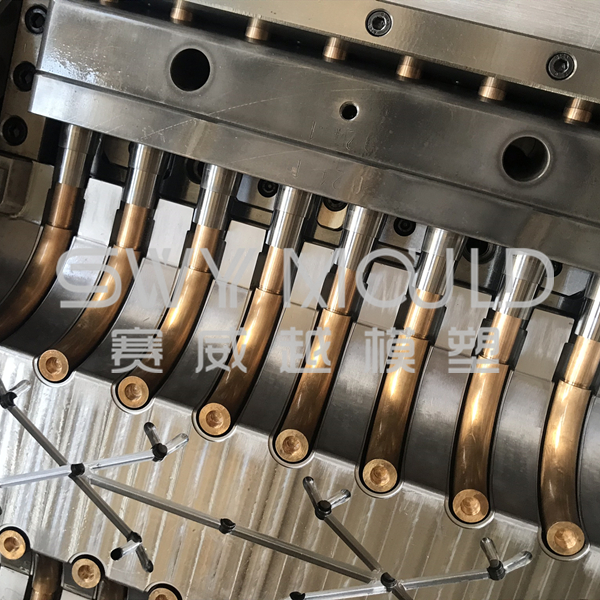
вставка с бериллиевой медью в полости и стержневой части
Время выполнения: 65 дней
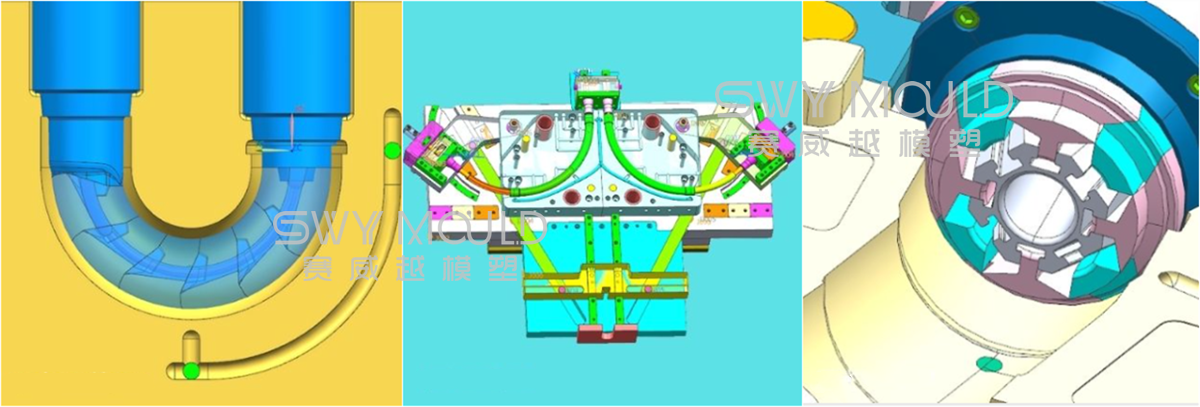
Ключевой частью пресс-форм для пластиковых фитингов является механизм вытягивания сердечника. Мы владеем такими конструкциями пресс-форм, как цепной сердечник, дуговой сердечник и складной сердечник. Мы можем предоставить вам наиболее экономически эффективное решение для пресс-форм. Будь то пластиковые отводы, резьбовые соединители, тройники и так далее.
Мы имеем более чем 15-летний опыт изготовления пресс-форм. Используйте наш богатый опыт в конструкции пресс-форм, чтобы предоставить вам лучшее решение.
Распространенные неисправности и причины плесени пластиковых фитингов
Структурная форма пресс-формы для фитингов и качество обработки пресс-формы для фитингов напрямую влияют на качество и эффективность производства пластиковых фитингов. Некоторые из наиболее распространенных отказов пресс-форм для фитингов и основные причины при производстве пресс-форм для фитингов:
1. Сложность вскрытия ворот.
В процессе формования трубы заслонка прилегает к литниковой втулке, и ее нелегко вынуть. Когда пресс-форма открывается, продукт трескается и повреждается. Основной причиной этого отказа является плохая обработка конусного отверстия литника, а также следы ножа по окружности внутреннего отверстия. Во-вторых, материал слишком мягкий.
2. Направляющая повреждена.
Направляющая в основном играет направляющую роль в пресс-форме для фитингов. В следующих ситуациях движущаяся и неподвижная пресс-форма будет создавать огромную боковую силу смещения во время впрыска: (1). Когда толщина стенки пластиковой детали неравномерна, материал течет через толстую стенку. Скорость в этом месте большая, и здесь создается большее давление; (2). Сторона пластиковой детали асимметрична, например, форма со ступенчатой поверхностью разъема, и противоположные давления на двух противоположных сторонах не равны.
3. Крупногабаритные пресс-формы для трубных фитингов из-за разной скорости заполнения во всех направлениях и влияния собственного веса пресс-формы при установке формы подвижная или фиксированная форма будут отклоняться.
4. Подвижный шаблон согнут.
Когда форма трубы впрыскивается, расплавленный пластик в полости формы создает огромное противодавление. Изготовитель пресс-формы иногда не обращает внимания на эту проблему и часто меняет первоначальный размер конструкции или заменяет подвижный шаблон пластиной из низкопрочной стали, из-за чего шаблон изгибается во время впрыска.
5. Шток эжектора погнут, сломан или протекает.
Самодельные эжекторные стержни хорошего качества, но стоимость обработки слишком высока. В настоящее время обычно используются стандартные детали, а качество оставляет желать лучшего.
6. Плохое охлаждение или утечка воды.
Охлаждающий эффект пресс-формы для трубных фитингов напрямую влияет на качество и эффективность производства продукта, например, плохое охлаждение, большая усадка продукта или неравномерная усадка, что приводит к деформации коробления и другим дефектам.
7. Механизм натяжения с фиксированным расстоянием выходит из строя.
Поворотные крюки, пряжки и другие механизмы натяжения с фиксированным расстоянием обычно используются при вытягивании стержня фиксированной формы или некоторых вторичных формах для извлечения из формы. Поскольку эти механизмы установлены попарно с обеих сторон пресс-формы, их действия должны быть синхронизированы, т. е. пресс-форма изгибается одновременно, когда пресс-форма закрывается, и одновременно пресс-форма освобождается в определенном положении. Как только синхронизация будет потеряна, это неизбежно приведет к перекосу и повреждению шаблона вытянутой кости. Детали этих механизмов должны иметь повышенную жесткость и износостойкость, регулировка затруднена. Срок службы механизма короткий. Избегайте его использования как можно чаще. Вы можете переключиться на другие механизмы.
8. Из-за ограниченной площади шаблона некоторых пресс-форм для фитингов длина направляющей канавки слишком мала, и ползунок выходит за пределы направляющей канавки после завершения действия по вытягиванию сердечника. Это может легко привести к наклону ползуна на этапе вытягивания сердечника и на начальном этапе возврата формы в исходное положение, особенно при зажиме формы скользящий блок не возвращается в исходное положение плавно, что приводит к повреждению скользящего блока и даже к его поломке при изгибе.
Как улучшить качество пресс-форм для пластиковых труб?
Процесс изготовления пресс-формы для фитингов представляет собой сложный процесс, включающий проектирование, обработку, сборку, ввод в эксплуатацию и другие этапы. Какие факторы во всем производственном цикле будут влиять на качество пресс-формы для фитингов? Как улучшить качество пресс-формы для фитингов?
1. Сталь для пресс-форм является решающим фактором для качества пресс-форм для фитингов.
Как правильно выбрать литейную сталь?
* Определяется по сырью. Например, в пресс-форме для фитингов из ПВХ используется коррозионностойкая литейная сталь.
* Учитывая стоимость пресс-формы для фитингов, сталь пресс-формы следует выбирать в соответствии со сроком службы. Как правило, срок службы P20 составляет около 300 000 лет; 2738 — около 500 000; H13/2344 обычно более 800 000 до 1 млн.
* Обработка поверхности пресс-формы также очень важна. Азотирование может повысить поверхностную твердость стали и эффективно продлить срок службы пресс-формы. Гальваническое покрытие для некоторых пресс-форм, которые необходимо производить из коррозионно-стойких пластиковых деталей, гальваническое покрытие может использоваться для повышения и улучшения свойств стали.
2. Структурный дизайн.
Пресс-форма для трубных фитингов со зрелой структурой не только учитывает различия различных материалов (скорость усадки, температура формования, коэффициент упругой деформации при растяжении и т. д.), но также учитывает путь охлаждающей воды, скорость открытия и закрытия. плесень и др.
3. Обработка пресс-форм.
Особое значение имеет организация процесса формования. Разумная организация процесса может ускорить производственный цикл и эффективно снизить затраты. Окончательный процесс полировки также напрямую влияет на поверхность и точность изделия. Можно сказать, что этот шаг может напрямую отражать силу производителя пресс-форм для фитингов.
4. Охлаждение.
При массовом производстве трубопроводной арматуры прибыль, получаемая за счет сокращения цикла впрыска, невообразима. Однако ускорение производственного цикла приведет к повышению температуры пресс-формы, что сделает пресс-форму слишком горячей для производства и даже вызовет деформацию пресс-формы и брак. Поэтому особое значение имеет конструкция отличной системы охлаждения, в том числе плотность, диаметр и взаимосвязь водяных каналов.
5. Обслуживание пресс-форм.
Обслуживание пресс-формы - это в основном техническое обслуживание и техническое обслуживание в производственном процессе. После каждого использования пресс-формы требуется комплексное техническое обслуживание. Обязательно держите форму сухой, а затем смажьте ее слоем масла, чтобы предотвратить повреждение формы из-за ржавчины.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




