ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Материал детали: АБС-пластик
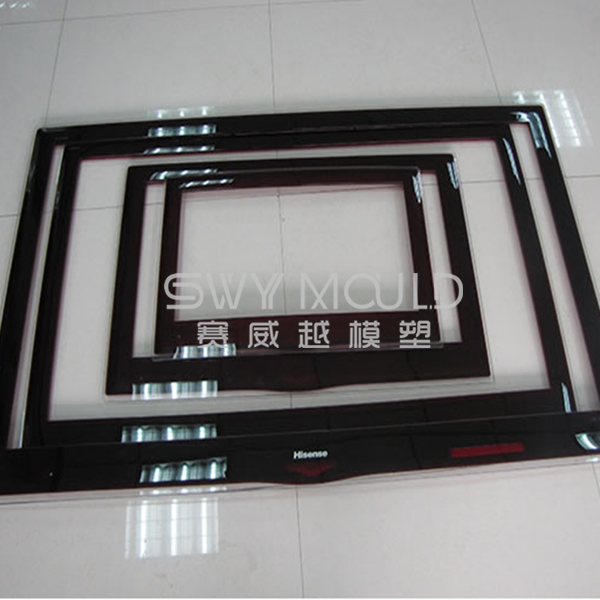
Название детали: средняя рама
Размер детали: 1290 * 723 * 20 мм
Часть дюйма: 55 дюймов
Полость: 1
Время цикла: 65 секунд
Вместимость машины: 1250т
Бегунок пресс-формы: горячий бегун с китайским брендом
Косметическая обработка: глянцевый или текстурный
Компания SWY MOLD хотела бы обсудить с вами технический анализ пресс-формы для литья под давлением ЖК-телевизора.
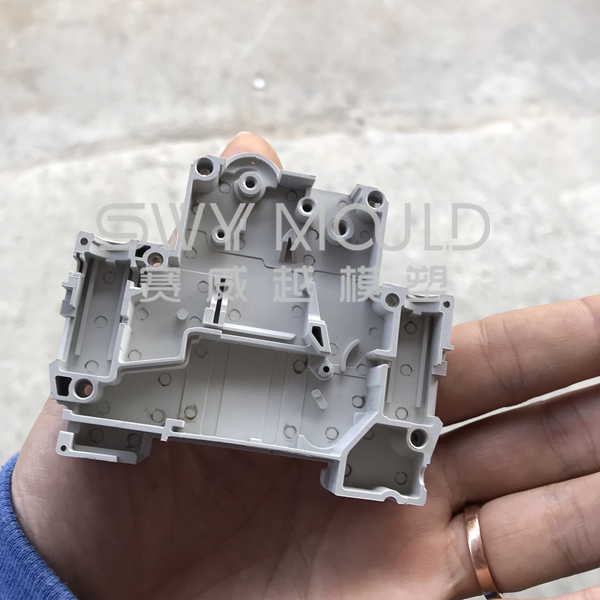
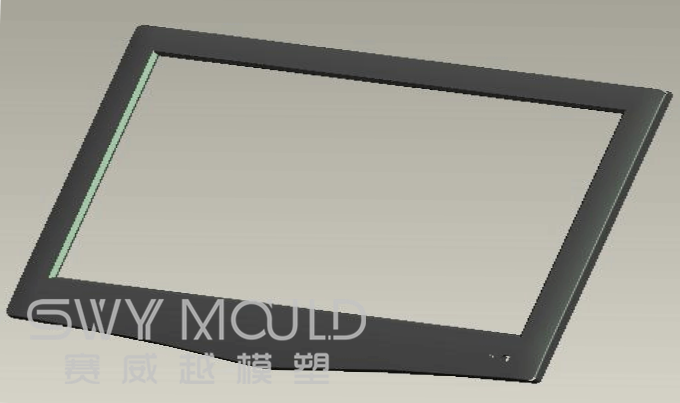
1. Анализ конструкции
Структура рамы телевизора показана ниже, сырье - АБС с усадкой 0,5%. Размер составляет 394,5 * 272,8 * 11,8 мм при средней толщине 2,4 мм.
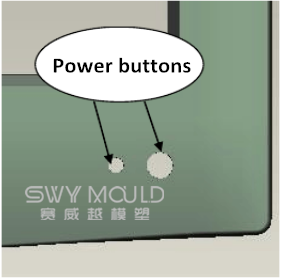
По бокам есть кнопки включения, а сзади множество ребер. Из-за большого размера и высоких требований к поверхности продукта сложность изготовления этой формы состоит в том, как спроектировать литниковую систему, чтобы обеспечить равномерное течение материала и избежать образования вмятин.
2. Анализ сырья --- АБС
* Химические и физические свойства
Эти три сополимера АБС сочетаются с акрилонитрилом, бутадиеном и стиролом. Акрилонитрил обладает высокой прочностью, термостабильностью и химической стабильностью. Бутадиен обладает прочностью и ударопрочностью. Стирол отличается простотой обработки, высокой степенью отделки и высокой прочностью. Итак, АБС - это своего рода прочный, твердый и жесткий материал.
* Характеристики формования: средняя текучесть, высокая производительность, легкость обработки, стабильность размеров, высокая ударопрочность и т. Д.
* Инъекционная техника и состояние формования
Сушка: сушка не менее 2 часов при температуре 80-90 °.
Температура плавления: 210-280 ℃, рекомендуемая температура: 245 ℃.
Температура формы: 25-70 ℃ (температура формы будет влиять на степень чистоты поверхности)
Давление впрыска: 50-100 МПа
Скорость впрыска: средняя скорость
* Типичный диапазон использования: крышки / детали корпуса бытовой техники, внутренние и внешние детали автомобиля и т. Д.
3. Подтверждение угла уклона.
Поскольку материал будет наматываться на полость после охлаждения и усадки, поэтому для облегчения извлечения из формы и предотвращения царапин на поверхности продукта необходимо подтвердить подходящий угол наклона при проектировании.
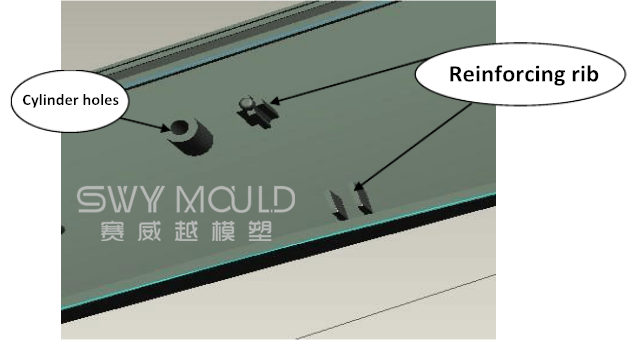
4. Добавление ребер жесткости.
Чтобы обеспечить прочность и жесткость каркасного изделия, необходимо установить ребра жесткости для поддержки каркаса большого размера (см. Следующий рисунок), поэтому при проектировании изделия следует учитывать следующие моменты:
* Размер ребер не должен быть слишком большим, их следует укорачивать в большем количестве.
* Расстояние между двумя ребрами должно быть более чем в два раза больше толщины стенки, чтобы не допустить образования пятен и повысить прочность каркаса.
* Направление ребер должно совпадать с направлением потока плавящегося материала, что хорошо при заполнении материалом всех частей полости.
5. Круглый угол и отверстия
* Круглый угол
Эта рама спроектирована с закругленным углом, что позволяет избежать концентрации напряжения и увеличивает прочность и красоту изделий из рамы. Диаметр внутреннего круглого конера должен составлять половину толщины стенки; диаметр внешнего круглого угла должен быть в 1,5 раза больше толщины стены; радиус скругления не должен быть меньше 0,5 мм.
Коннер имеет такую форму: R = 1,5, H = 3,6 мм; r = 0,5, H = 1,2 мм
* Отверстия
В этой рамке две кнопки питания. Диаметр обоих составляет 3,2 мм и 6,2 мм.
6. Подтверждение номера полости.
При подтверждении номера полости следует учитывать параметры машины для впрыска, такие как максимальный объем впрыска, номинальное усилие зажима, скорость пластификации, также следует учитывать требования к продукту и бюджет этого проекта. Учитывая все моменты, эта рамная конструкция пресс-формы с одной полостью.
7. Подтверждение расставания.
На конструкцию разделительной поверхности влияют форма детали, толщина стенки, точность размеров, расположение формовочной детали, тип извлечения из формы, расположение и тип заслонки, вентиляция и другие моменты. Этот дизайн должен учитывать следующие моменты:
* легкий демонтаж деталей
* с учетом внешней поверхности детали
* обеспечение точности размера детали
* с учетом расположения вспышки
* легко удаляется воздухом
* с учетом влияния угла наклона на размер детали
8. Проектирование литниковой системы.
* Главный бегун
Главный желоб - это первая часть, в которой плавящийся материал течет в полость, поэтому площадь поперечного сечения будет влиять на скорость потока и время заполнения. Если площадь сечения слишком мала, формование изделия затруднено; если площадь сечения слишком велика, время охлаждения будет больше, что снижает эффективность производства. Учитывая все факты, этот главный бегунок спроектирован немного большим.
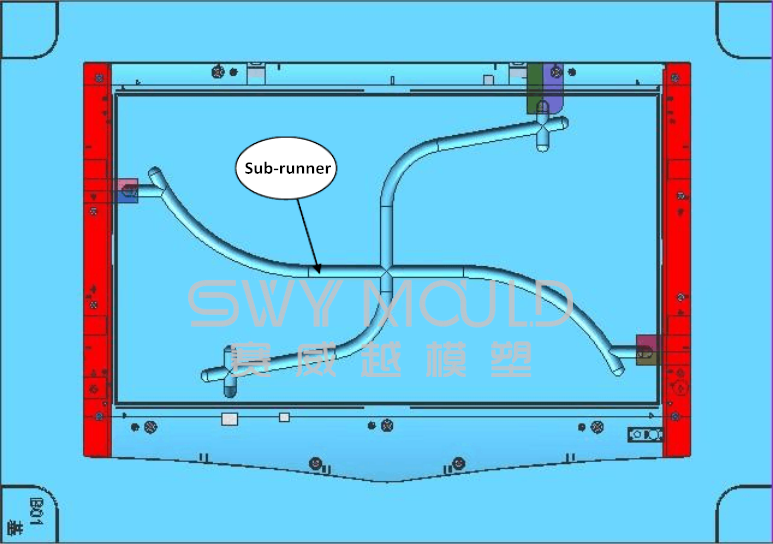
* Суб-бегун
Для крупногабаритной пресс-формы с несколькими полостями должны быть вспомогательные направляющие, которые гарантируют, что плавящийся материал может за короткое время попасть во все детали. Обычно используемый вспомогательный бегун показан на следующем рисунке:
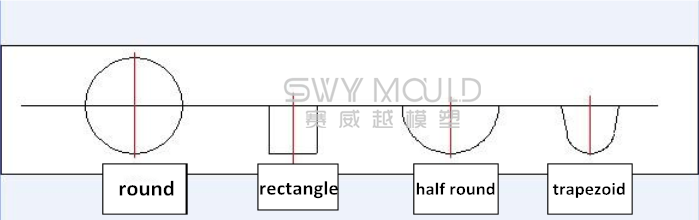
Чтобы уменьшить давление и теплопотери, в этой пресс-форме используется вспомогательный желоб круглого сечения.
Такие, как следующие шоу:
* Тип ворот
Существует несколько типов ворот, таких как прямые ворота, центральные ворота, боковые ворота, точечные ворота, подводные ворота, веерообразные ворота, краевые ворота и т. Д. Каждый тип имеет свои преимущества и недостатки. В этой форме используется подводный затвор, который будет автоматически резать материал с меньшими отметками.
9. Проектирование системы охлаждения.
Тип охлаждения пресс-формы включает водяное охлаждение, воздушное охлаждение и масляное охлаждение. Учитывая своевременность и экономичность, в этой форме используется водяное охлаждение. Принцип проектирования должен следовать следующим пунктам:
* Расстояние между охлаждающим каналом и полостью должно быть подходящим, иначе это повлияет на охлаждающий эффект и прочность формы.
* Путь охлаждения должен быть большим.
* Подходит для толщины стенок куска.
* Должен быть вдали от пересечения шва вставки, чтобы избежать утечки воды.
* Не должно быть места, которое приведет к обратному потоку.
* Сторона затвора должна добавить охлаждение, потому что температура этой части самая высокая.
* Температура охлаждающей воды на входе и выходе должна быть примерно одинаковой.
* Соединение ванны и форсунки должно быть герметичным.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.