ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



Пластиковая смола: HDPE
Размер детали: 2,8 * 1,2 * 0,6 мм
Толщина: 3,5 мм
Вес выстрела: 5,5 кг
Сталь пресс-формы: P20
Время цикла пресс-формы: 209 секунд
Вместимость машины: 3600т
Режим работы: полуавтоматический
Септик собирает сточные воды и обрабатывает их путем бактериального разложения и обычно находится под землей. Для лучшей септической системы важен хороший септик, который зависит от типа материала, из которого она построена. Существует четыре различных типа септиков, таких как бетонный септик, стальной септик, септик из стекловолокна и пластиковый септик.
Компания Taizhou Saiweiyue Mold & Plastic Co., Ltd специализируется на производстве пластиковых форм для литья под давлением для септиков. Здесь мы расскажем вам про пластиковые септики.

Пластиковые септики и их преимущества и недостатки
Пластиковые септики изготавливаются из полиэтиленового пластика, поэтому их еще называют полисептиками. Они являются хорошей альтернативой бетонным и стальным септикам, поскольку они легче по весу и устойчивы к ржавчине. Меньший вес упрощает обращение с пластиковыми септиками и их установку.
Пластиковые септики имеют удельный вес около 0,97, что меньше удельного веса воды, что заставляет резервуар плавать, когда уровень грунтовых вод приближается к нему. Следовательно, перед установкой пластикового септика следует изучить уровень грунтовых вод в этой конкретной области или обеспечить крепление к резервуару, чтобы исключить плавание или смещение резервуара. Преимущества и недостатки пластиковых септиков следующие.
1. Преимущества
* Пластиковые септики экономичны по сравнению с другими типами материалов септиков.
* Они просты в обращении и установке
* Обладают хорошей химической стойкостью
* Нержавеющий
* Хорошая стойкость к растрескиванию
2. Недостатки
* Когда уровень грунтовых вод находится рядом со дном резервуара, он может подтолкнуть резервуар вверх, а пластиковые септики могут плавать из-за своего веса.
* Они подвержены повреждениям в критических условиях.
* Тяжеловесы не следует размещать или перемещать над пластиковым септиком, иначе он будет отклоняться и менять свою форму, что в конечном итоге может привести к взрыву резервуара из-за высокого давления.
Строение пластикового септика
Септик разделен на следующие части: входная труба, септик, выход воздуха и крышка.
Внутреннее устройство септика можно разделить на следующие части: водозабор, внутреннее место септика, разделенного вагонкой на три части, выход.
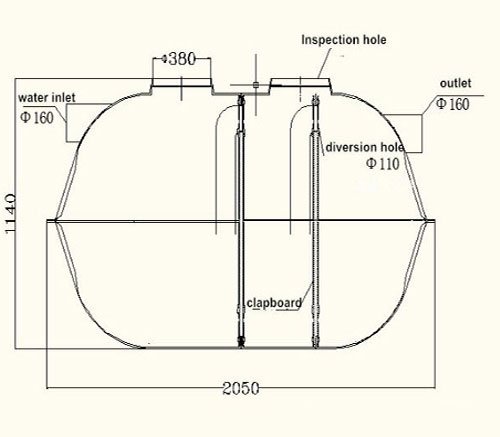
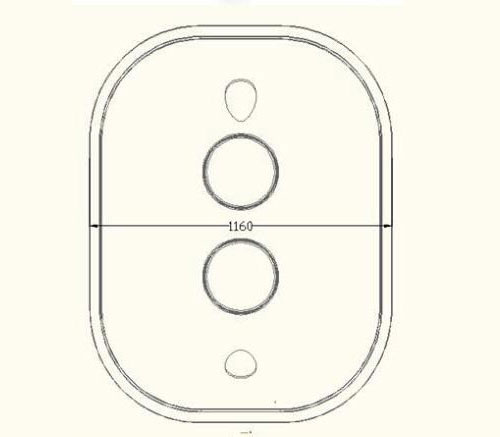
Компоненты септика, включая вход для отходов, выходное отверстие для воздуха, смотровое окно, выход для отходов и выходное отверстие для воздуха, внутри были разделены на три части.

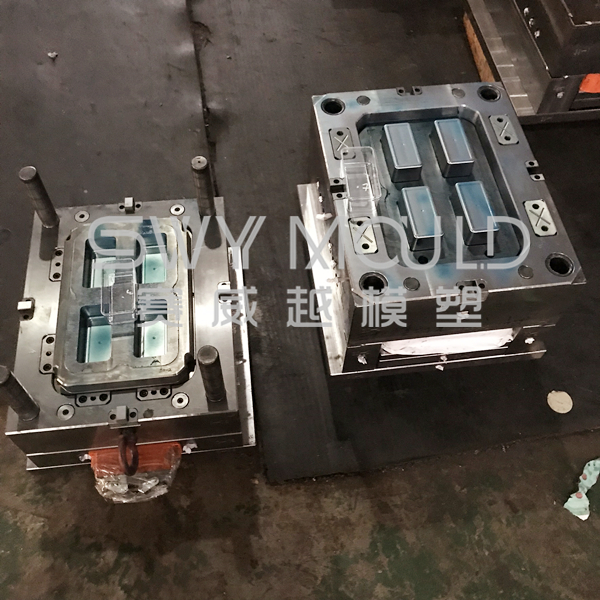
Двухплитовый станок для изготовления пластиковых форм для септиков.
В этом проекте термопластавтомат настроен на усилие зажима 3600 тонн. Технология контроллера MPC7.0 в сочетании со специально разработанным шнеком для впрыска и оптимизированными гидравлическими системами обеспечивает надежность и плавность процесса впрыска.
После каждого выстрела весом 55 кг получается большой септик размером 2,8 x 1,2 x 0,6 м с точной толщиной стенок 3,5 мм.
При работе в полуавтоматическом режиме время цикла для каждой детали составляет 209 секунд. Серия SM-TP удовлетворяет различные отраслевые требования: всего доступно 14 зажимов с усилием от 700 до 6500 тонн, а также 29 единиц веса дроби от 1968 до 106 081 грамм на цилиндр. Таким образом, возможности для комбинирования зажимов и инъекций многочисленны.
Почему вентиляция так важна для пресс-форм для литья пластмасс под давлением?
Прорезь для вентиляции пресс-формы служит двум целям: 1. Удаление воздуха из полости пресс-формы для литья пластмасс во время процесса впрыска расплавленного пластического материала; 2. Избавьтесь от различных газов, образующихся при литье под давлением. Установка вентиляционных прорезей имеет большое значение, особенно для тонкостенных изделий или мест, расположенных далеко от ворот. Кроме того, пристальное внимание следует уделить вентиляционным прорезям для производства малогабаритных или прецизионных деталей, поскольку они способны защитить изделия от поверхностных ожогов, недостаточного наполнения и других дефектов.
Итак, чего же достаточно для вентиляции при литье пластика под давлением? Вообще говоря, если на изделии не осталось следов пригорания при самой высокой скорости впрыска расплавленного пластика, то вентилирующий эффект полости формы будет считаться достаточным.
1. Методы вентиляции
Существует множество способов вентиляции полости формы, но каждый из них должен гарантировать, что: при выполнении функций вентиляции размер вентиляционной прорези должен быть в состоянии предотвратить попадание материала в прорезь, а также засорение. время. Однако, если щелей слишком много, это принесет больше вреда, чем пользы, потому что, если сила зажима на площади поверхности разъема полости формы без вентиляционных щелей будет слишком высокой, материал полости будет склонен к трещинам, что очень опасно. Помимо того, что вентиляционный паз спроектирован на разделяющей поверхности полости пресс-формы, он также может быть обработан в концевой части системы бегунов. Зазор вокруг эжектора также может служить способом выпустить захваченный воздух. Если высота, ширина и положение вентиляционного отверстия не определены надлежащим образом, произойдет вспышка, что повлияет на эстетику и точность продукта. В результате конструкция зазора должна быть в состоянии предотвратить возникновение вспышек вокруг выталкивающего штифта. В частности, стоит отметить, что формованные детали, такие как шестерни, вообще не ожидают вспышки. Поэтому следует использовать следующие методы вентиляции:
* Полностью исключить воздух из бегунка;
* Нанесите упрочняющую обработку на поверхность разъема абразивом из карбида кремния 200 # и откройте вентиляционные прорези в концевой части направляющей системы, в основном относясь к прорезям для обработки в концевой части подканала, ширина которых должна составлять равна высоте подканала, а высота может отличаться от материала.
2. Дизайнерский подход
Основываясь на многолетнем опыте проектирования пресс-форм и испытаний пресс-форм, эта статья призвана в целом объяснить принципы проектирования нескольких типов вентиляции пресс-форм. Для деталей сложной геометрической формы положение вентиляционных отверстий следует определить после нескольких испытаний пресс-формы. Если конструкция пресс-формы имеет интегрированную структуру, плохая вентиляция будет ее самым большим недостатком. Таким образом, для форм со встроенной полостью и сердечником можно использовать следующие методы вентиляции:
* Используйте прорезь или место вставки в полости формы;
* Используйте боковую щель вставки;
* Обработайте местную деталь в форме спирали;
* Если очень трудно удалить воздух из формы, следует использовать вставку. Если в некоторых местах пресс-формы, например, в углах, сложно обработать вентиляционную прорезь, процесс формования со вставкой может быть соответствующим образом применен при условии, что это не повлияет на внешний вид и точность продукта. Этот метод не только помогает при вентиляции, но и снижает сложность обработки, а также удобен для обслуживания.
3. Габаритные размеры вентиляционной щели.
Ширина вентиляционной прорези составляет от 1,5 до 6 мм, а конструкция глубины должна гарантировать, что пластик не попадет в прорезь и не вызовет вспышку. Его значение зависит от вязкости расплавленного пластика, но обычно применимый диапазон составляет от 0,013 до 0,05 мм.


Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.