ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

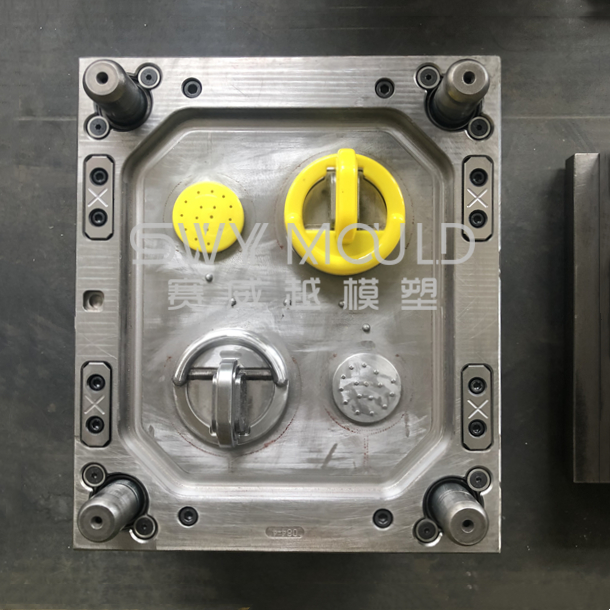
Особенности: нужно запирать ведром
Размер ручки: 310 * 15 * 190 мм
Сталь пресс-формы: 1.2738
Основание пресс-формы: C50
Полость формы: 4
Система бегунов: 2-х точечные ворота
Срок службы пресс-формы: 1 миллион
Срок выполнения: 45 рабочих дней
Оплата: TT
Форма для ведра для краски - одна из наших самых важных форм для литья пластмасс под давлением, наша форма для ведра включает в себя форму для пищевых ведер, форму для ведер с краской, форму для круглых ведер, форму для ведер квадратной формы, форму для ведер с водой, промышленную форму для ведер с краской, форму для рыболовных ведер, форму для упаковочных ведер , форма для мусорного ведра.
Как сделать хорошую пластиковую форму для ручки ведра?
1. Конструкция и конструкция пресс-формы ручки ведра
Качественная конструкция пресс-формы - это предпосылка для квалифицированной пресс-формы перед производством. Moldflow важен для анализа конструкции пресс-формы, включая угол наклона при извлечении из формы, воплощение поверхности продукта, конструкцию литниковой системы, конструкцию выхлопа, конструкцию системы охлаждения и т. Д. Основные проблемы, которые могут легко возникнуть, будут возникать в результате проб и ошибок во время конструкции формы для ковша. дизайн.
2. Форма ручки ведра из стали
Чтобы продлить срок службы пресс-формы и повысить качество продукции, мы увеличиваем твердость стали пресс-формы за счет термической обработки. Обычно мы используем стали H13 (48-52HRC), 2316 (45-50HRC) и т. Д., Чтобы предотвратить эксцентриситет формы, мы используем цельнометаллический кусок стали для изготовления ковша. Система охлаждения очень важна. Мы применяем метод охлаждения с одним контуром и по возможности устанавливаем равномерное распределение водных каналов. Для усиления охлаждающего эффекта BeCu можно вставить в сердечник и полость. Все маленькие ползунки будут нитридными для увеличения твердости. Важно поддерживать формы в обслуживании. Мы должны проверить и убедиться, что водные каналы и воздушный контур не заблокированы. Добавьте смазочное масло для ползунов, регулярно очищайте пластину съемника и центральный выталкиватель.
3. Система охлаждения формы для ручки ведра.
Проектирование системы охлаждения - относительно обременительная работа, а именно учет равномерности охлаждения и охлаждающего эффекта, а также влияние на общую структуру пресс-формы, определяя точное расположение и размер системы охлаждения; и охлаждение ключевых позиций, таких как движущаяся пластина или вставки, боковые ползунки, а также боковые сердечники; стандартная конструкция охлаждающего элемента и выбор стандартных охлаждающих компонентов. Мы анализируем все факторы, когда приступаем к проектированию пресс-формы. Каждая часть пресс-формы имеет рециркулируемую воду, что сокращает время охлаждения, повышает эффективность производства и значительно снижает производственные затраты.
Для получения более подробной информации о форме для ведра, форме для крышки ведра, форме для ручки ведра, обращайтесь в нашу SWY MOLD.
Как сократить время цикла формы для пластиковых ведер?
Продолжительность цикла формы для ведер напрямую влияет на стоимость детали и производительность, поэтому поддержание ее на минимальном уровне, как правило, является главной целью инженеров и менеджеров проектов. Опытный ковшовый формовщик может предвидеть факторы, которые потенциально увеличивают время цикла, такие как тонкая сталь и горячие точки, и заранее предотвращать их, предлагая варианты изменения конструкции.
При расчете времени цикла впрыска в форму для ведер учитывается множество факторов:
1. Толщина стенки ведра
Самая толстая часть пластикового ведра дольше всего выходит из расплавленного состояния, чтобы стать достаточно жесткой для выталкивания. Следовательно, чем толще стена, тем больше продолжительность цикла. Если стенку можно утончать без нарушения целостности детали, затраты, вероятно, можно будет сократить, поскольку требуется меньше машинного времени на одну деталь в дополнение к возможному производству большего количества деталей за один цикл.
2. Ведро пластиковое.
Химия, лежащая в основе конструкции пластика, также во многом лежит в основе расчета времени цикла. Например, некоторые полимеры могут охлаждаться медленнее, чем другие. Если он выбран для изготовления определенной детали, отлитой под давлением, это дополнительное время означает более длительное нахождение в форме, более медленное выталкивание и, следовательно, увеличенное время цикла.
3. Конструкция части ведра
Если установка для литья под давлением входит в этап проектирования, значительно повышаются шансы избежать ошибок во время цикла. Понимая, что определенные конструктивные параметры, такие как обертывание пластика полностью вокруг стали для литейной формы или другая неплоская конфигурация, проектирование литейной формы, которая не может вместить линии охлаждения или включение чрезмерно толстых стенок, не только увеличивают время охлаждения, они также вводят факторы, вызывающие отказ, такие как тонкая сталь и горячие точки. Машина для литья под давлением, которая ранее преодолела и разрешила эти трудности, предложит неоценимые рекомендации на этапе проектирования.
4. Материал формы для ведер
Как и выбор пластика и конструкция детали, материал пресс-формы влияет на результаты. Сталь является наиболее распространенным материалом для форм, но бывают случаи, когда тепло необходимо отводить от формованного пластика быстрее, чем это позволяет сталь, что известно как термин «проводимость». В этих случаях алюминий или другие металлы с высокой проводимостью могут быть вставлены в стальную оснастку, так что она входит в стратегический контакт с пластиком для устранения потенциальных горячих точек без прерывания формования или задержки времени цикла.
5. Конструкция охлаждения формы для ведер
Если сдерживающее охлаждение не может быть адекватно достигнуто путем регулирования материала формы, разработка формы с включением охлаждающих линий, проходящих через сталь для охлаждения формованного пластика, может быть эффективным решением. Термопластавтоматы, которые проводят моделирование заполнения формы для оценки того, сколько времени потребуется этой детали для достижения температуры выталкивания, могут стимулировать использование линий охлаждения - или изменения систем охлаждения, температуры воды или скорости потока - для оптимизации времени цикла и общего процесса формования .
В целом, формовщики, которые обращают внимание на то, как учитывается каждый из этих факторов, будут сокращать время цикла, а это означает, что вы можете добиться увеличения производительности при меньших затратах. Более того, точная оценка продолжительности цикла впрыска в формы для ведер дает производителям необходимую уверенность в сроках производства, от точности затрат на детали на этапах планирования и прогнозирования продаж до доступности деталей для удовлетворения требований выполнения заказов.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.