ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
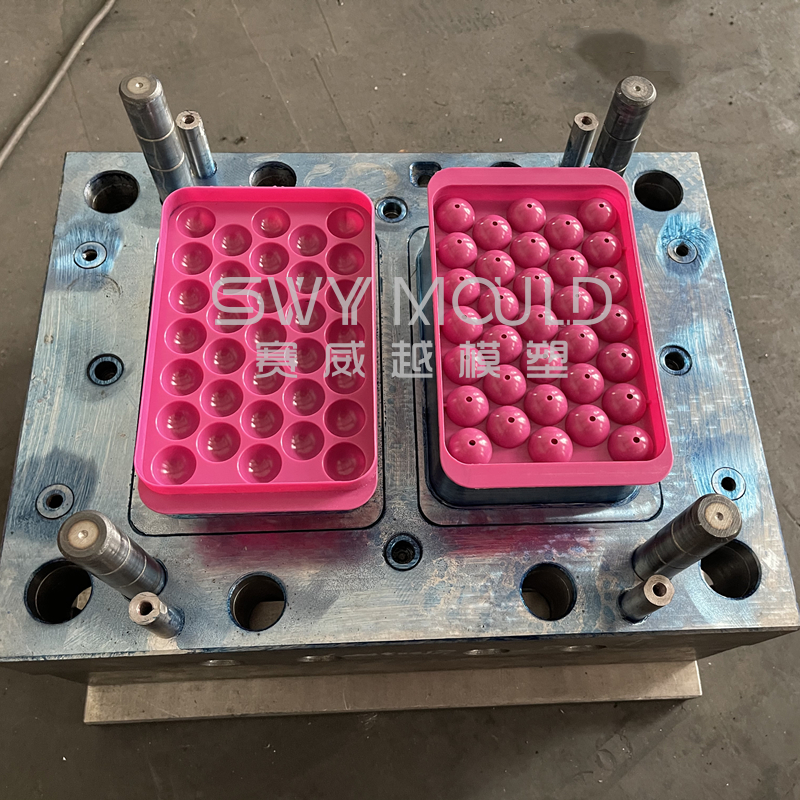

Пластиковая смола: ПП
Размер детали: 200*120*30 мм
Класс материала: пищевой, нетоксичный
Сталь пресс-формы: 718H, исходная твердость HRC30 градусов
Основание пресс-формы: C50
Полость пресс-формы: 1+1
Обработка поверхности: полировка до блеска, азот для сердцевины и полости до степени HRC48-52, толщина поверхности 0,3 мм.
Время выполнения: 45 дней после подтверждения конструкции пресс-формы
Технология изготовления круглых форм для литья под давлением из полипропилена для пищевых продуктов
1. Конструкция пресс-формы
Профессиональные дизайнеры предоставят вам разумно спроектированную пресс-форму, чтобы сократить время цикла.
Сокращение ненужных процедур повышает эффективность.
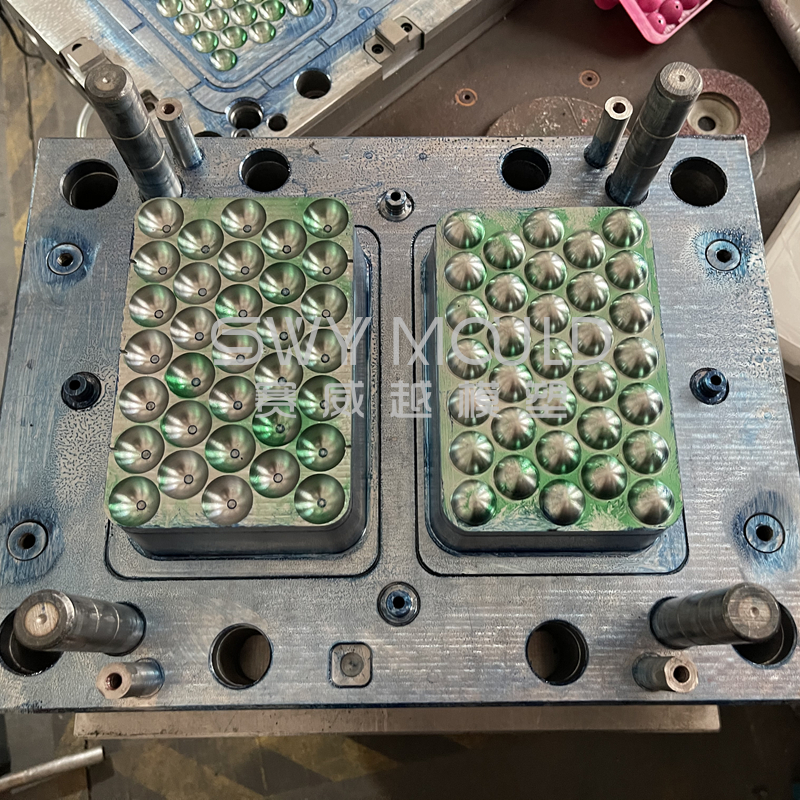
2. Система охлаждения пресс-формы
В соответствии со структурными характеристиками продукта и внешним видом продукта, мы разрабатываем подходящую форму ворот для плесени, такую как большие ворота, скрытые ворота, веерные ворота, игольчатые ворота, точечные ворота и т. д., разумный канал Конструкция бегунка позволяет сбалансировать температуру пресс-формы в кратчайшие сроки, чтобы повысить точность пресс-формы и производительность.
3. Аксессуар для формы
Направляющие, направляющие штифты, направляющие втулки, подъемные блоки и т. д. изготовлены из износостойких стандартных деталей, чтобы обеспечить срок службы пресс-формы.
4. Борьба с плесенью
Закалка формы, термообработка для повышения твердости, затем температура азотирования ниже, форма больше не нуждается в закалке формы с высокой твердостью поверхности и износостойкостью выше, чем HV850.
Несколько предложений по установке пресс-формы
1. Подготовка перед установкой
Подтвердите контур охлаждающей воды, глубина ввинчивания винта в плату машины в 1,5-1,8 раза больше диаметра винта. Если винт недостаточен, зубья будут легко скользить, и форма может упасть. Подтвердите наличие операторов, материалов, инструментов, документов, вспомогательного оборудования и т. д., необходимых для производства.
2. Метод подвесной формы
Когда подвесная форма не выровнена, полость формы до и после установленной формы будет иметь разные ступени. Для производства прецизионных продуктов будут плохая концентричность, плохой шаг, плохая точность профиля зуба и плохое расстояние.
При установке пресс-формы мы должны обратить внимание на эту проблему. Когда подвесная форма входит и закрывается до тех пор, пока рука не сможет толкнуть ее в небольшое положение, остановите зажим формы. Ослабьте и затяните подъемное кольцо, используя предыдущую форму в качестве эталона (поскольку передняя форма фиксируется установочным кольцом), следите за задней частью формы, когда уровень передней формы лучше, положение полости формы постоянное, продолжайте закрывать форму до завершения, но не запускайте высокое давление, это хорошо. (Верхняя форма должна быть закрыта в первый раз без приложения высокого давления. После подтверждения того, что форма может быть правильно закрыта, можно применить высокое давление)
3. Способ завинчивания
Для пресс-форм с низкой температурой, то есть температура пресс-формы ниже 50 градусов, можно закрыть до начала высокого давления, а переднюю и заднюю пресс-формы необходимо затянуть по диагонали. 8 болтов достаточно. Когда температура формы выше 50 градусов, не затягивайте винты до достижения температуры формы. После того, как температура пресс-формы достигнет начального высокого давления, затяните винты по диагонали.
Материал формы будет набухать и увеличиваться в объеме при повышении температуры. Это более очевидно, когда температура пресс-формы высока. Если винты будут затянуты до повышения температуры, это окажет определенное влияние на срок службы пресс-формы и точность пресс-формы.
4. Использование прилагаемых материалов
Когда толщины формы недостаточно, необходимо установить шаблон. При высокой температуре пресс-формы рекомендуется установить теплозащитный экран между плитой машины и пресс-формой. Независимо от того, шаблон это или плита утеплителя, его плоскостность должна быть как можно меньше.
Руководства по уходу за пресс-формами после изготовления
Причина изготовления пластиковой формы для литья под давлением - это детали, отлитые из пластика. Некоторые клиенты покупают только пресс-формы и импортируют их для производства местным компаниям по литью под давлением. Некоторые другие клиенты хотели бы, чтобы пресс-форма оставалась у китайских поставщиков, и импортировали только пластиковые компоненты для сборки.
Когда клиенты требуют, чтобы мы оставили пресс-формы на нашем заводе для производства, мы бесплатно ремонтируем и обслуживаем пресс-формы и уделяем больше внимания приведенным ниже пунктам.
1. Антикоррозийный
Предотвращает ржавчину формы для литья под давлением из-за утечки, конденсации, дождя, отпечатков пальцев и т. Д. Мы используем синюю краску для защиты внешней поверхности формы и наносим смазочное масло на поверхность формы после завершения производства и храним их на стеллаже для формы в порядке.
2. Защита от столкновений
Наши хорошо обученные работники могут предотвратить повреждение пресс-формы из-за поломки и невозможности вернуться на место при литье пластмасс под давлением. И они гарантируют очень бережную транспортировку форм от стеллажа для форм до обработки литьем под давлением для производства.
3. Заусенец или повреждение
Предотвратите образование заусенцев или повреждений, вызванных непрофессиональной работой с твердыми инструментами.
4. Компоненты пресс-формы отсутствуют/повреждены
До и после производства литья под давлением наши рабочие должны тщательно проверять пресс-форму и предотвращать ее повреждение из-за отсутствия или повреждения компонентов, таких как поломка штифтов выталкивателя, отсутствие стяжек и шайб во время использования.
5. Травма от давления
Рабочие SWY работают хорошо и тщательно проверяют, что может предотвратить блокировку формы для литья под давлением из-за остатков продукта, что может привести к повреждению пресс-формы давлением.
6. Отсутствие достаточного давления
Слишком низкое давление повредит форму для литья под давлением, поэтому при производстве необходимо обеспечить достаточное давление.
7. Регулярный осмотр пресс-формы
Для пресс-форм, которые не производятся более 2 месяцев, мы регулярно проверяем их и следим за тем, чтобы их можно было использовать в любое время, когда клиенты размещают производственные заказы.
Хорошее регулярное техническое обслуживание пресс-форм для литья пластмасс также является очень важным элементом для обеспечения бесперебойного производства литья, это не только экономит возможные будущие затраты на ремонт, но и обеспечивает время выполнения заказа. SWY MOLD имеет много пресс-форм, находящихся на нашем заводе для производства, и имеет достаточный опыт для обслуживания, в этом случае мы можем обеспечить своевременное бесперебойное производство для всех наших клиентов.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.