ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Полость пресс-формы: двойная
Сталь для полости и сердечника: 718
Основание пресс-формы: C50
Пластиковый материал: PS
Бегун: горячий бегун
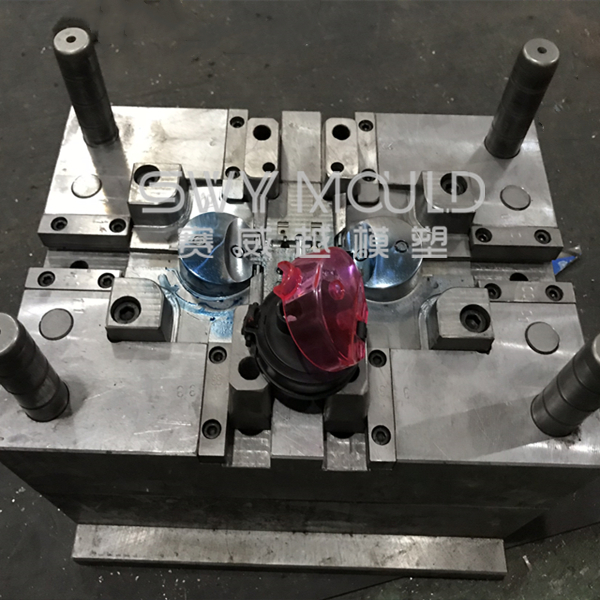
Срок выполнения: 50 дней
Срок службы пресс-формы: 3 миллиона выстрелов
Термопластавтомат: 280T
Литье под давлением из прозрачного пластика имеет высокий коэффициент светопропускания, поэтому предъявляет высокие требования к качеству пластикового изделия, любые отверстия, маркировка, побеление не допускаются. Таким образом, подготовка сырья, требования к оборудованию и инструментам, процессы литья под давлением и обработка материалов должны выполняться строго.
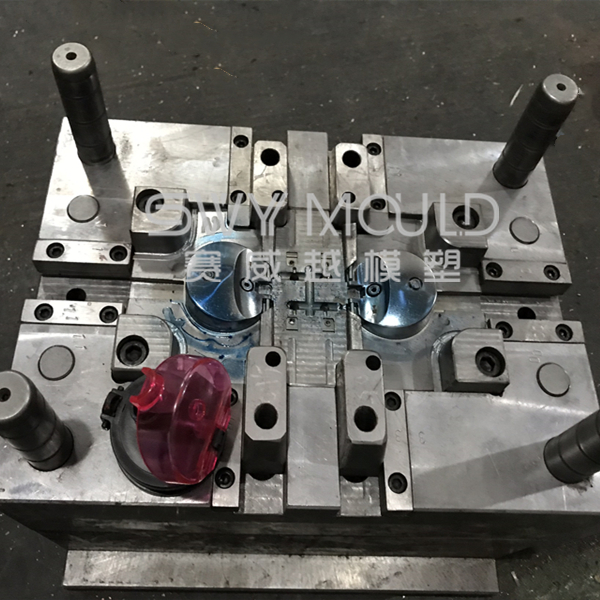
Пластиковое сырье
Любые примеси в пластике повлияют на прозрачность пластиковых изделий. поэтому во время хранения, транспортировки и подачи материал должен быть запечатан, чтобы он оставался чистым. В частности, сырье, содержащее воду, нагревание вызовет порчу сырья, поэтому оно должно быть высушено, мы можем использовать сушку меди во время впрыска. Другой момент: во время сушки воздух, который мы используем, должен фильтроваться, чтобы избежать загрязнения сырья.
Прозрачный пластик процесса сушки:
Материалы / Температура процесса сушки (℃) Время сушки (ч) Толщина материала (мм) Примечания
ПММА 70 ~ 80 2 ~ 4 30 ~ 40
ПК 120 ~ 130> 6 <30 высушенный горячим ветром
ПЭТ 140 ~ 180 3 ~ 4 оборудование для сухого кормления оптимально
Очистка ствола, шнека и запасных частей
До или после использования машины мы должны очистить каждую деталь полиэтиленом, полистиролом и другими моющими средствами, чтобы сделать ее чистой. При временном отключении, чтобы материал не оставался при высоких температурах в течение длительного времени, вызывая падение раствора, и сушилка для бочек должна снизить температуру, например, для ПК, ПММА, PS, другая температура в бочке должна быть снижена до ниже 160 ℃.
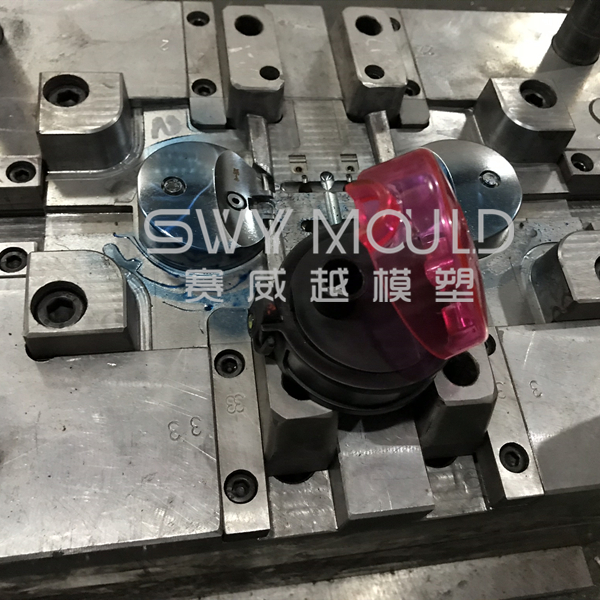
Проблемы должны быть отмечены в конструкции пресс-формы (включая дизайн продукта).
Неравномерное охлаждение приведет к плохому формованию пластика и приведет к дефектам и порче поверхности, поэтому при проектировании пресс-формы следует учитывать следующие моменты:
1. Толщина стенок должна быть равномерной, градиент зачистки должен быть достаточно большим.
2. Воротная система. Полозок должен быть достаточно широким, достаточно коренастым, а расположение ворот должно быть установлено в соответствии с процессом сжатия, при необходимости хорошо добавить холодную пробку.
3. Часть перехода должна быть плавной, плавной, чтобы не было острых углов. В частности, изделия из ПК не должны иметь зазоров.
4. Поверхность формы должна быть гладкой, шероховатость невысокой (желательно менее 0,8);
5. Вентиляционное отверстие. Достаточный бак обеспечит выпуск газа в виде расплава и воздуха.
6. Помимо ПЭТ, толщина стенки не должна быть слишком тонкой, обычно не менее 1 мм.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




