ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





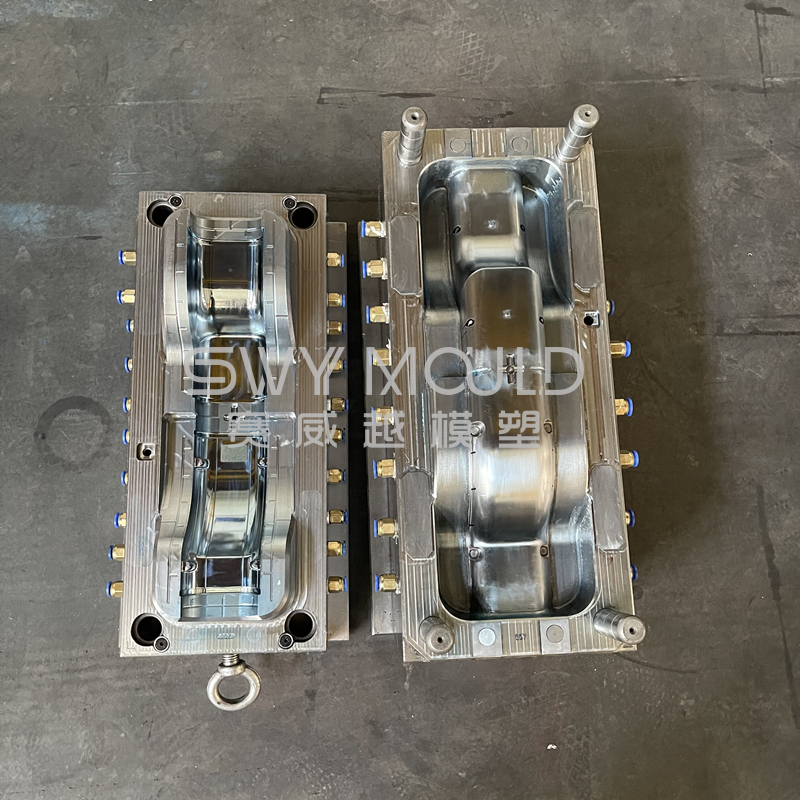
Набор чаши состоит из трех форм. Одна - это форма для корпуса чаши, одна - это форма для крышки, а последняя - это форма для ложки.
Особенности: ложка может быть вставлена в ручку чаши, что позволяет легко брать
Сырье: ПП, пищевой
Полость пресс-формы: в зависимости от размера и мощности вашего станка
Сталь пресс-формы: S136
Основание пресс-формы: LKM
T1 дней: 50 дней
Примеры распространенных проблем при литье под давлением
В процессе производства изделий методом литья под давлением возникнет множество проблем. Основываясь на 20-летнем опыте производства, SWY Mold резюмирует некоторые проблемы и решения. Надеюсь, это будет полезно всем.
1. Почему в начале инъекционного производства продукт имеет заусенцы, а кромка продукта неполная после периода инъекционного производства?
Причина: когда машина для литья под давлением только запускается, машина для литья под давлением расплавляет клей в трубке, потому что время нагрева велико, вязкость расплава клея низкая, текучесть хорошая, в результате чего продукт легко перемещается по краю. После производства в течение определенного периода времени из-за отвода тепла, что приводит к нехватке расплава, вязкости, текучести, сделайте продукт коротким.
Решение: после периода производства постепенно увеличивайте температуру бочки для растворения.
2. Почему продукт является не полностью заполненной частью производственного процесса, иногда повышение давления и скорости впрыска неэффективно?
Причина: это связано с тем, что расплавленный клей постоянно отводит тепло во время производства, что приводит к недостаточному количеству расплавленного клея, высокой вязкости, плохой текучести и неполному заполнению деталей.
Решение: для решения проблемы увеличьте температуру бочки.
3. Почему во время инъекции продукт приобретает овальную форму?
Причина: продукт приобретает овальную форму из-за неравномерного впрыска, что вызывает неравномерное давление вокруг продукта.
Решение: используйте трехточечный впрыск для равномерного впрыска продукта.
4. Почему продукт легко трескается при инъекции?
Причина: продукт легко раскалывается из-за использования слишком большого количества переработанного материала и некачественных пластиковых материалов во время литья под давлением, или пластиковые материалы остаются в цилиндре слишком долго, что приводит к желатинизации пластиковых материалов.
Решение: Увеличьте долю новых материалов, уменьшите количество раз использования вторичного материала, как правило, не более чем в три раза, и избегайте того, чтобы пластмассовые материалы оставались в трубе в течение длительного времени.
5. Почему металлическая вставка в изделии легко трескается во время инъекции?
Причина: в изделие вставлены металлические вставки. Поскольку термоклей, клей встречается с холодными вставками во время литья под давлением, образуется внутреннее напряжение, которое снижает прочность изделия и легко трескается во время производства.
Решение: Предварительная термообработка металлических вставок.
6. Почему изделия из стекловолокна склонны к всплыванию волокна?
Причина: это связано с тем, что температура пластика для выпечки низкая или температура формы низкая, или давление впрыска недостаточное. В результате стекловолокно не может хорошо сочетаться с пластиком в пластике, что приводит к образованию плавающего волокна.
Решение: увеличьте температуру пластмасс для выпечки, температуру пресс-формы и увеличьте давление впрыска.
7. Почему на прозрачных пластиковых деталях при инъекции появляются белые пятна?
Причина: белые пятна на прозрачных продуктах вызваны холодным клеем продуктов или пылью материалов.
Решение: увеличьте температуру сопла, добавьте охлаждающую жидкость и сохраните сырье, чтобы внутрь не попадала пыль.
8. Почему пластмассовые сферические изделия трескаются после шелкотрафаретной печати?
Причина: из-за нагрузки на поверхность продукта трещины возникают после шелкотрафаретной печати.
Решение: Увеличьте температуру формы, уменьшите стресс; можно использовать метод отжига для снятия напряжения.
9. Почему четыре монтажных штыря корпуса прибора треснули после ввинчивания?
Причина: из-за линии сварки в колонне, колонна сборки продукта легко взламывается.
Решение: увеличьте выход из пресс-формы, должным образом увеличьте температуру пресс-формы и увеличьте скорость впрыска, чтобы уменьшить длину сварной линии.
10. Почему прозрачный ПК при инъекции образует пузырьки?
Причина: недостаточная сушка сырья, неравномерная толщина продукта, плохая вытяжка формы и легкое разложение сырья могут вызвать образование пузырей в продукте.
Решение: полностью высушите сырье, увеличьте выход из формы и минимизируйте неравномерную толщину пластиковой детали.
11. Почему продукт лопается, если его оставить на некоторое время?
Причина: из-за остаточного напряжения в продукте, продукт лопается из-за воздействия напряжения после того, как он был помещен на некоторое время.
Решение: чтобы устранить напряжение продукта, температуру формы и давление впрыска следует увеличить, а напряжение продукта можно устранить путем отжига.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.