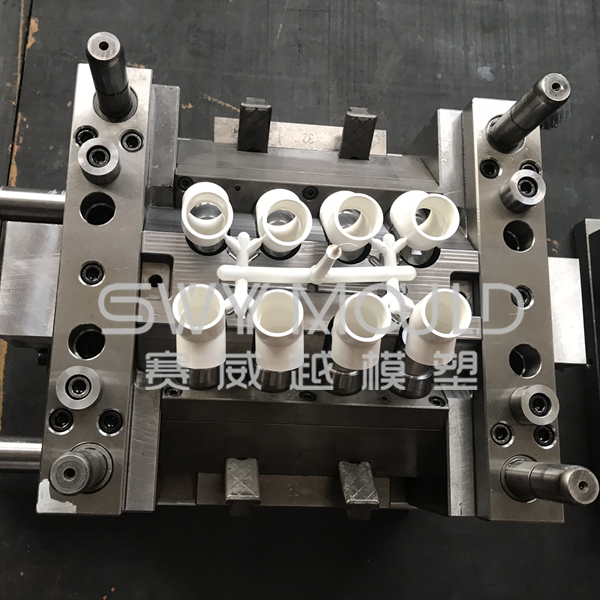
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


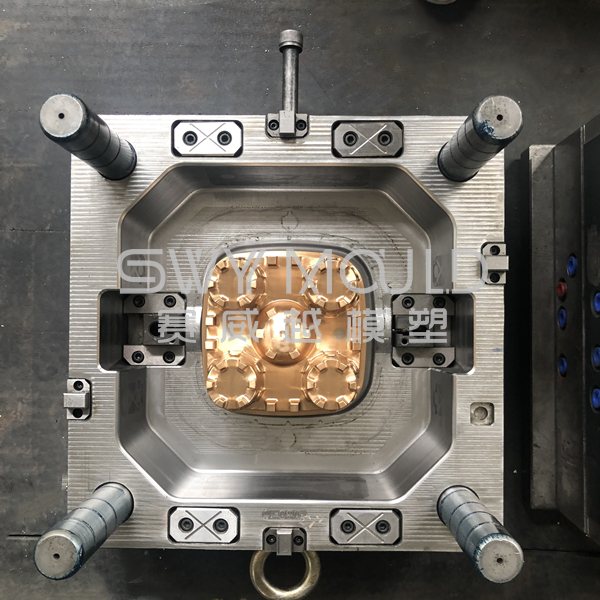

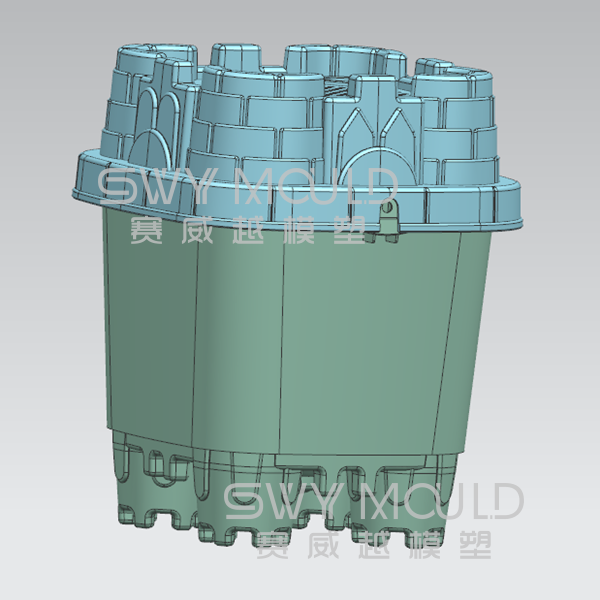
Смола ведра: ПП
Размер детали: 160*160*160 мм
Сталь литейной формы: 2344 вакуумная закалка + бериллиевая медь
Основание пресс-формы: 60 #
Система впрыска: горячеканальная 1 капля
Размер формы: 380*430*330 мм
Вес формы: 360 кг
Способ изготовления: ВЫСОКОСКОРОСТНАЯ МАШИНА 200Т С РОБОТОМ
Процесс изготовления пластиковых контейнеров для песка для литья под давлением
Как производитель с хорошей репутацией в Китае, SWY MOLD разделяет основной процесс изготовления пресс-форм для литья под давлением в нашей компании:
1. Отдел проектирования продуктов предоставляет информацию о продукте в отдел проектирования пресс-форм для литья под давлением, разработчики пресс-форм для литья под давлением завершают анализ затрат в течение двух рабочих дней и предоставляют его менеджеру по исследованиям и разработкам.
2. Отдел исследований и разработок выпустил «Mould Making Apply» для отдела проектирования пресс-форм для литья пластмасс после подтверждения проекта.
3. Разработчики пресс-форм для литья под давлением организуют соответствующий персонал для проверки базы проекта на основе информации о продукте, включая структуру продукта, структуру пресс-формы, систему охлаждения, бегунок, шлак, вентиляцию и т. д.
4. После оценки конструкторы пресс-форм для литья под давлением приступают к проектированию пресс-формы для литья пластмасс под давлением, включая коррекцию 3D-чертежа, 3D-разделение, чертеж сборки деталей пресс-формы, чертеж электроэрозионной обработки, чертеж электрода и т. д., а также организуют соответствующий персонал для оценки этих чертежей, а затем выдают их цех по изготовлению пресс-форм для литья пластмасс под давлением.
5. Изготовители форм для литья под давлением оценивают и изучают чертежи и заказывают материалы для форм, если нет возражений, в противном случае связывайтесь с разработчиками форм для литья пластмасс под давлением.
6. Производители литьевых форм проверяют материалы пресс-формы вовремя после того, как материалы поступают на завод, и назначают технических специалистов для выполнения слесарных работ, включая токарную обработку, шлифовку, фрезерование, отверстия под винты, отверстие для подачи воды, центральное отверстие, черновую обработку с ЧПУ и т. д. Технические специалисты должны обращать внимание на точность каждой стороны под прямым углом, избегать пустого центрального отверстия и каждой производственной базы, черновой границы и т. Д. Затем незамедлительно передать каждую часть формы на аутсорсинг для термообработки.
7. После термической обработки производитель пресс-форм для литья пластмасс должен определить его твердость и провести металлургический анализ. Как правило, твердость сердцевины составляет 46-50HRC, для равномерного распределения 9 баллов требуется, чтобы ее твердость отличалась менее 1HRC. Перед обработкой необходимо провести металлургический анализ стержня формы для литья под давлением, чтобы убедиться в отсутствии сегрегации, рубцов и т. д.
8. Обработка электродов, есть тонкая и грубая обработка, тонкая мужская искра 0,08, грубая мужская искра 0,2 (в зависимости от реальной ситуации). Обязательно обращайте внимание на каждый эталон обработки и обнаруживайте электроды после завершения обработки.
9. Перед отделкой необходимо сделать прямой угол для стержня формы, вертикальный градус должен быть менее 0,02 мм, степень отделки 1,6.
10. Для линейной резки обратите внимание, что основание всех деталей увеличьте на 0,02 мм для отверстия для вставки и центрального отверстия в качестве допуска, для нестандартного барабана допуск составляет 0,04 мм от фактического размера барабана.
11. Чистовая обработка литейного стержня должна основываться на контрольных точках после изготовления прямых углов, обычно оставляя 0,02 мм матрицы в качестве запаса (без учета износа инструмента).
12. Электроэрозионная обработка, обработка в соответствии с размером чертежа, мелкая 0,08, грубая 0,2 (в зависимости от фактической ситуации), обратите внимание на контрольные точки при обработке, для обработки искр оставьте запас 0,03-0,05 мм.
13. Поверхность бегунка должна быть отполирована до степени чистоты ▽6 или ▽7, на поверхности не должно быть следов искры или ножевого рисунка.
14. Перед сборкой пресс-формы для литья пластмасс под давлением производитель пресс-формы должен провести всестороннюю проверку всех связанных частей, чтобы убедиться, что все в хорошем состоянии, а также выполнить очистку и антикоррозийную обработку. Затем заполните форму «Сводная информация об инспекции пресс-формы».
15. При испытании проектировщики пресс-форм для литья под давлением, производители пластиковых форм и персонал мастерской по литью под давлением должны выехать на место, провести анализ и решить проблемы, возникающие при пробном литье, улучшить форму для литья пластмасс под давлением и процесс литья под давлением в соответствии с результатами и заполнить «Отчет об испытании пресс-формы».
16. К 100-150 циклам пробные изделия не имеют дефектов, производственный отдел составляет производственный график, технические специалисты отслеживают производственные процессы, а обратная связь поступает в отдел изготовления пластиковых форм для литья под давлением.
17. После пробы отдел изготовления пресс-форм для литья пластмасс подает заявку на хранение с формами «Подать заявку на изготовление пресс-формы» и «Проверка изготовления пресс-форм».
Согласно своему прошлому опыту, SWY MOLD установила совершенные процедуры управления и систему гарантии качества; экспертная технология изготовления пресс-форм и изделий из пластиковых форм, современное оборудование для шелкографии, трансферной печати, покрытия поверхностей и т. Д. SWY сосредоточился на качестве, стоимости и доставке. Наш персонал стремится к производству качественной продукции, в срок, по конкурентоспособным ценам. Наш успех был достигнут благодаря сочетанию передовых технологий, точного оборудования и квалифицированного персонала. Эти элементы работают вместе для достижения нашей цели: высококачественной продукции, доставленной вовремя. Основными видами деятельности SWY являются проектирование и разработка инструментов и пластиковых форм, а также массовое литье под давлением пластиковых деталей, которые используются в различных отраслях промышленности. SWY MOLD предоставляет высококачественные и полные бизнес-консультации для всех типов компаний-производителей пластмасс по всему миру. Если вы хотите создать новый бизнес-рынок, расширить существующий бизнес или просто улучшить свой текущий международный бизнес; SWY готов помочь. У нас есть большой международный опыт, и мы не можем дождаться, чтобы работать для вас!
Технический дизайн SWY MOLD
Что такое хорошая форма? Он должен иметь хорошее качество, чтобы стабильно и бесперебойно удовлетворять производственные запросы, и не нужно тратить слишком много времени и средств на техническое обслуживание и ремонт.
Хороший дизайн пресс-формы является важным началом. В SWY работают 6 дизайнеров с более чем 10-летним опытом работы, они всегда уделяют особое внимание спецификациям и деталям клиентов, думая о экономичном решении, основанном на стабильном и хорошем качестве. Их многолетний опыт экспорта пресс-форм дает им отличное знание мировых стандартов пресс-форм и требований к качеству.

Связанное с программным обеспечением:
Течение плесени: Анализ течения плесени
3D-моделирование: Pro/Engineer, Unigraphics, Solidworks
2D-чертеж: Auto-CAD, электронный чертеж
Нам подходит следующий международный формат данных:
Файлы 2D-чертежей: dwg, dxf, edrw
Файлы 3D-чертежей: step, igs, X-T, prt, sldprt
Аспекты обслуживания пресс-форм для литья под давлением, которые легко игнорировать
Процедуры технического обслуживания, необходимые для каждого места литья под давлением, зависят от разных циклов пресс-формы. Ниже приведены некоторые общие принципы, которые может использовать каждый пользователь пресс-формы для обеспечения эффективной работы компонентов пресс-формы, таких как горячеканальные каналы, нагреватели, направляющие и коуши, для предотвращения несчастных случаев.
1. Проверьте, нет ли признаков ржавчины или влаги в вентиляционном отверстии. Если вы обнаружите ржавчину или влагу возле выпускного отверстия горячеканальной системы, это означает, что внутренняя конденсация или водопроводная труба могут быть повреждены. Влажность может привести к фатальному короткому замыканию нагревателя. Если машина не работает непрерывно в течение всего года, а выключается на ночь или в выходные дни, вероятность образования такого конденсата возрастает.
2. Не забудьте напомнить оператору не «очищать» горячую форсунку у литника – если оператор увидит небольшой кусочек нержавеющей стали на форсунке пресс-формы, это может быть компонент форсунки. «Очистка» этой, казалось бы, мешающей вещи часто портит горячий рот. Чтобы не повредить горячую форсунку, подтвердите тип форсунки нижней горячеканальной системы, прежде чем предпринимать действия, чтобы убедиться, что все операторы хорошо обучены и могут распознавать все различные типы форсунок, к которым они прикасаются.
3. Выдвижной упор – Для машин, которые работают круглогодично, эту работу следует производить один раз в неделю.
4. Перепроверьте значение сопротивления нагревателя. Вы должны были измерить значение сопротивления нагревателя, когда впервые начали его использовать. Настало время снова измерить и сравнить. Если значение сопротивления колеблется на 10%, следует подумать о замене нагревателя, чтобы убедиться, что он не выйдет из строя в критический момент производственного процесса. Если вы никогда не измеряли начальное значение сопротивления, измерьте его сейчас и используйте полученное значение в качестве справочных данных для будущих проверок нагревателя.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.