ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
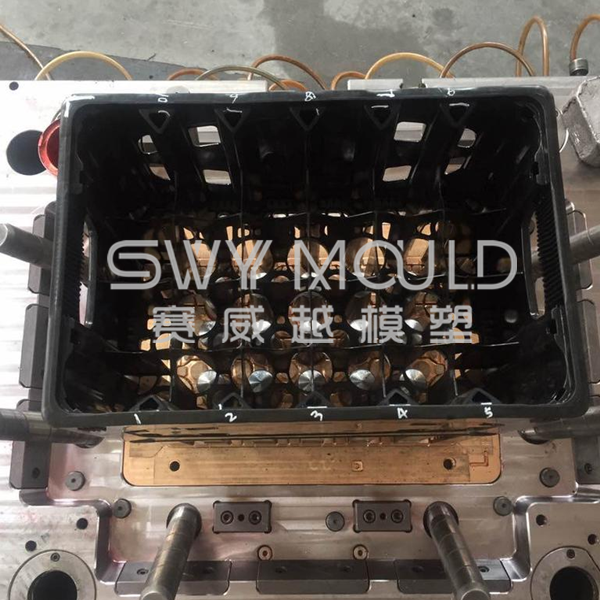





Вес пивного ящика: 1,3 кг
Пивной ящик № бутылки: 15 бутылок
Размер пивного ящика: 410 * 310 * 240 мм
Размер формы для пивного ящика: 850 * 750 * 655 мм
Горячий лоток для этой формы для пивного ящика: 6 наконечников горячеканальной системы с системой Anole Hot Runner
Литьевая машина: формовочная машина с серводвигателем 650T
Формовочная сталь для пивных ящиков: DIN1.2738 с Be Cube с гарантированным сроком службы 3 миллиона порций
Запасные части пресс-формы пивного ящика: стандарт OEM
Время цикла: от 28 до 35 с, в зависимости от горячеканальной системы и литьевой машины.
Способ выброса: гидравлический цилиндр со съемником или система крючков со съемником
Для форм для ящиков для бутылок SWY MOLD может изготовить формы для пивных ящиков, ящиков для колы и другие формы для ящиков в соответствии с требованиями заказчика и дизайном для 12 бутылок, 20 бутылок, 24 бутылок или другого индивидуального типа. У нас есть богатый опыт в области обслуживания линии по производству ящиков для бутылок, вместе с пресс-формой для пластиковых ящиков мы можем обеспечить литье массы под давлением.
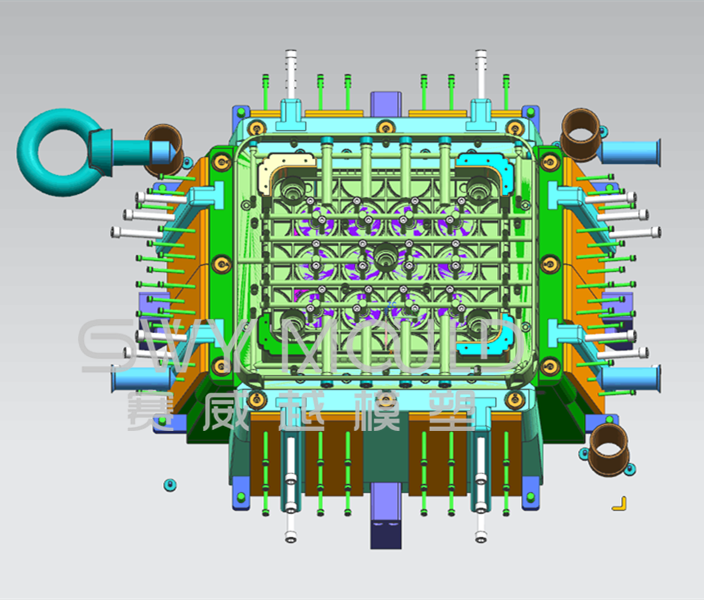
Конструкция формы для пивного ящика
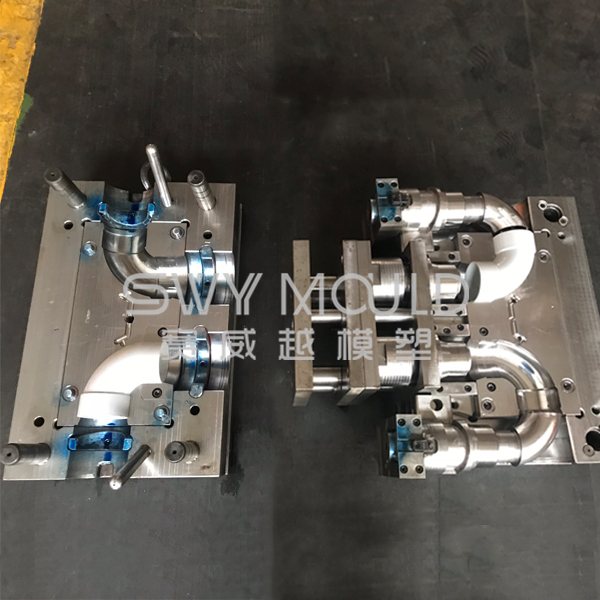
Для формы для пивных ящиков очень важна конструкция формы, чтобы получить долговечную работающую форму с коротким временем цикла. В соответствии с конструкцией верхней горловины мы выбираем подходящую конструкцию пресс-формы с подъемником для извлечения из формы, а для стержневой вставки мы используем материал Cu-Be для лучшего охлаждения. Прецизионная оснастка очень важна для каждого отдельного случая на расстоянии, наша компания имеет все прецизионные станки в мастерской, такие как высокоточные фрезерные станки, станки для резки проволоки и инструменты EDM.
Эта форма имеет подъемник с 4-мя углами и 4-х стороннюю ручку с полостью на 4-х боковых стенках. Для этого типа формы для пивных ящиков мы можем сделать время цикла впрыска 25 секунд с автоматическим опусканием. При проектировании мы обращаем внимание на лучшую систему охлаждения, чтобы добиться идеального охлаждающего эффекта. И подходящая конструкция пресс-формы корпуса, структура гидравлического съемника или выталкиватель стержня съемника для сокращения времени цикла и увеличения количества массового производства. Во-вторых, уменьшенный вес продукта принимается во внимание при проектировании ящика для стеклянных бутылок, чтобы получить более легкие ящики для бутылок. Наш заказчик снижает себестоимость продукции и увеличивает свою конкурентоспособность.
Выбор термопластавтомата
Когда мы выбираем подходящий размер машины для пресс-формы для пивного ящика, главный совет, который мы должны учитывать, - это открытый ход машины, мы должны тщательно проверить, может ли часть литейного корпуса плавно выдвигаться при открытии формы, поэтому размер машины для обычного пива случай выше 600тонн.
Способ выбора подходящей термопластавтомата
1. Определите массу впрыска IMM.
Вес впрыска - важный параметр для IMM. Это самый полезный и ключевой параметр при выборе машины. Он выражается в граммах или унциях, хотя этот параметр прост и понятен, его также легко понять неправильно. Причина очень проста. Когда пластмассовый материал уверен, можно определить вес пластмассовых деталей. Таким образом, им легко выбрать машину с помощью веса впрыска. Фактически, определение веса впрыска относится к максимальному весу впрыска пластика, который может быть достигнут устройством впрыска, когда винт совершает максимальный ход впрыска в условиях пустого впрыска (не впрыскивания в форму); этот параметр в некоторой степени отражает технологические возможности машины для литья под давлением; он может быть измерен, а также может быть получен из теоретического расчета (теоретическое значение и измеренное значение могут иметь определенную степень различия). Материал, используемый для испытания, обычно представляет собой обычный полистирол плотностью 1,05.
Шаги по определению веса инъекции:
* Сначала рассчитайте вес продукта: W = вес продукта + вес литниковой системы, где: W вес, необходимый для впрыска.
* Если изделие для литья под давлением представляет собой полистирол (PS), литьевая машина должна иметь объем впрыска Wps; Wps = (1,3 ~ 1,1) × W (вес продукта + общий вес системы ворот), когда к продукту предъявляются высокие требования, коэффициент в приведенном выше уравнении должен принимать большое значение, и наоборот, он может принимать небольшое значение.
* Когда продукт представляет собой другой пластик (названный X пластик), чтобы имитировать метод, сначала рассчитайте теоретический объем впрыска пластика, который должен иметь Wx; Wx = (1,3 ~ 1,1) × (вес продукта + общий вес литниковой системы); Затем плотность пластика (X) преобразуется в фактический вес материала PS Wps, формула преобразования: Wps = Wx × 1,05 / Vx
2. Рассчитайте усилие зажима термопластавтомата.
Для расчета усилия зажима необходимо учитывать два важных фактора: один - это площадь проекции, а второй - давление в полости.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.