ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

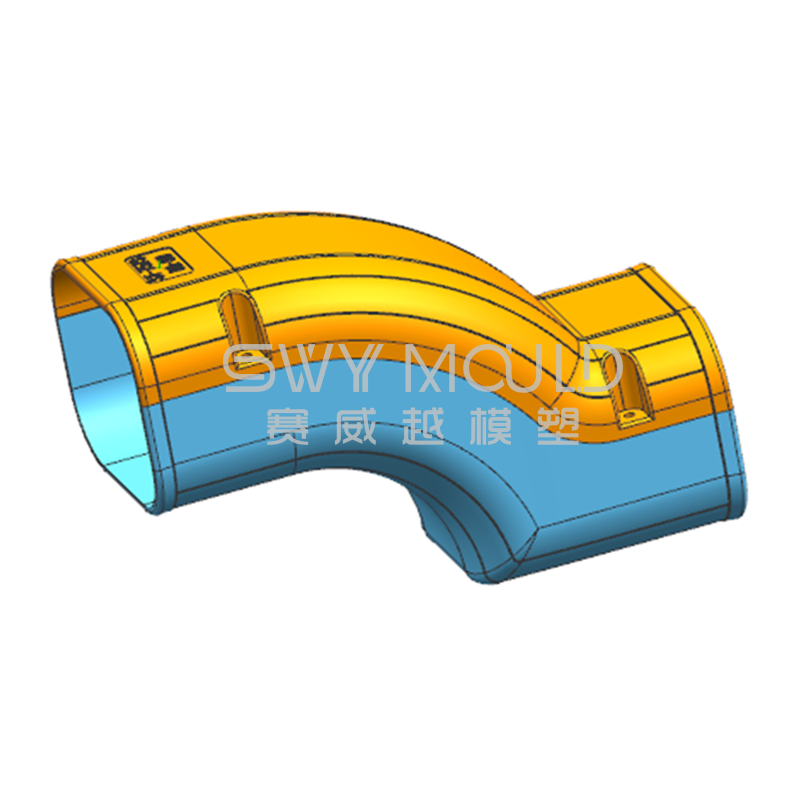
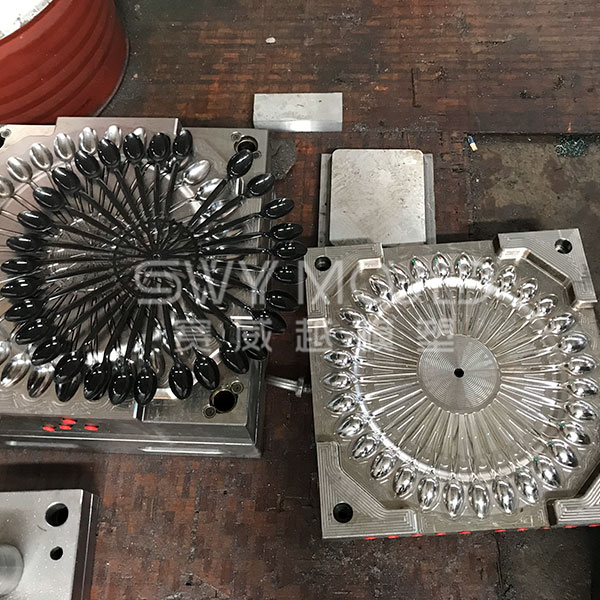
Пластиковая смола: ПВХ
Сталь пресс-формы: P20
Основание пресс-формы: C50
Полость пресс-формы: 1+1
Система впрыска: холодный бегун
Система ворот: боковые ворота, отрезанный вручную бегунок
Время выполнения: 45 дней
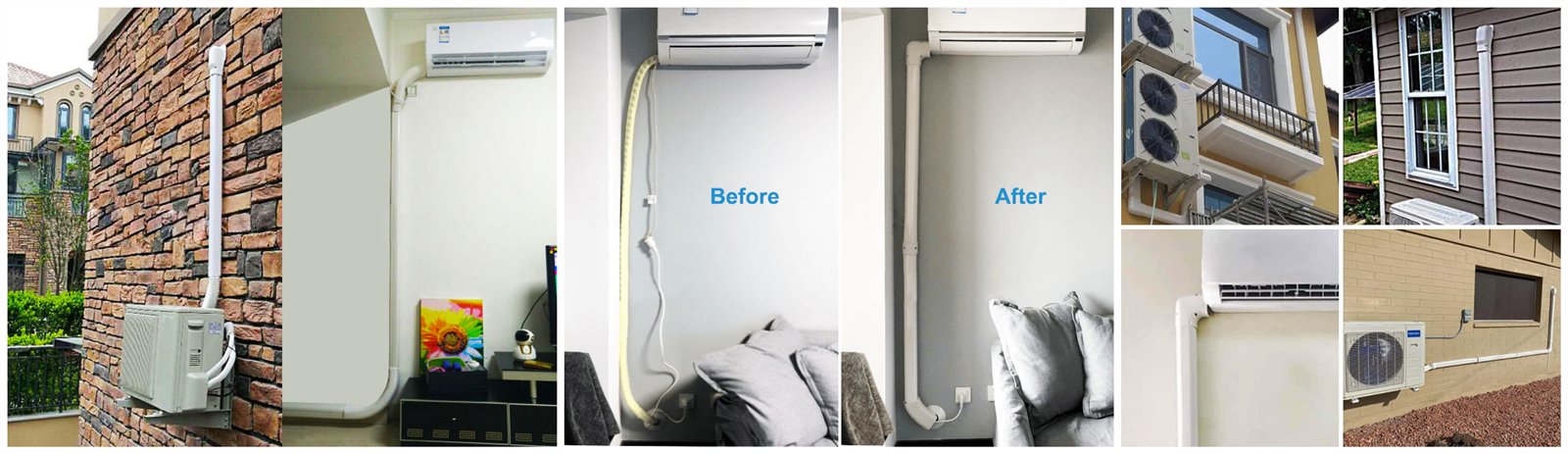
Что такое раздельное покрытие линии AC PVC?
Каждая мини-сплит-система поставляется с линиями хладагента. Просто этого не избежать. Эти линии обычно проходят вдоль внешней стены. Мягко говоря, эти мини-разрывные линии визуально не приятны. Вот почему почти каждый, у кого есть установленный мини-сплит, ищет комплект крышки для мини-сплит-линии. Это декоративные крышки для мини-сплит-линий хладагента, обычно изготавливаемые из прочного ПВХ-пластика.
Хорошо, что вы можете просто купить комплект и сделать мини-сплит-линию переменного тока с помощью одного комплекта. По сути, вы можете скрыть некрасивые линии следующим образом:
Требование к конструкции пресс-формы для литья под давлением
1. Углубленный анализ конструкции пластмассовых деталей и их технических требований. Структура пластиковой детали определяет сложность конструкции пресс-формы. Технические требования к пластиковой детали (точность размеров, шероховатость поверхности и т. д.) определяют сложность изготовления пресс-формы и процесса литья, поэтому для литья пластмасс под давлением нет особых требований. Необоснованные конструктивные формы и т. д. должны быть предложены для улучшения конструкции деталей, полученных литьем под давлением, в противном случае это усложнит проектирование и изготовление пресс-форм для литья под давлением, а также процесс литья под давлением.
2. Знаком с техническими характеристиками термопластавтоматов. Технические характеристики машины для литья под давлением ограничивают размер формы для литья под давлением и диапазон продуктов для литья под давлением, которые можно формовать.
3. Понять производительность обработки и производительность процесса пластмасс. Включая положение потока расплава пластика, тем большее отношение расстояния потока, которое может достичь расплав: анализ сопротивления потоку литника и полости, первоначальный выпуск воздуха в полости формы и возможное появление пластика в кристаллизация пресс-формы для литья под давлением, ориентация и вызванное ею внутреннее напряжение, проблемы усадки и компенсации при охлаждении пластика, требования к температуре пресс-формы для литья под давлением и т. д.
4. При проектировании и изготовлении пресс-форм в основном решаются следующие задачи:
* Структура пресс-формы для литья под давлением должна быть выбрана разумно.
В соответствии с чертежами и техническими требованиями пластиковых деталей исследуйте и выбирайте подходящие методы и оборудование для формования в сочетании с производственными возможностями завода, предлагайте планы конструкции пресс-формы для литья под давлением, полностью запрашивайте мнения соответствующих сторон, проводите анализ и обсуждение, чтобы спроектировать структуру пресс-формы для литья под давлением. Разумная, надежная и простая в эксплуатации. При необходимости, в соответствии с потребностями проектирования и обработки литьевых форм, могут быть предложены требования по изменению чертежей пластиковых деталей, но это может быть реализовано после получения согласия пользователя.
* Размер отлитых под давлением деталей должен быть рассчитан правильно.
Формованные детали являются прямым фактором, определяющим форму, размер и качество поверхности пластиковых деталей, которые тесно связаны между собой и требуют особого внимания. При расчете размеров формованных деталей, как правило, можно использовать метод средней усадки. Для пластиковых деталей с высокой точностью и необходимостью контроля запаса на ремонт пресс-формы его можно рассчитать по методу полосы допуска. Для пластиковых деталей большой точности попробуйте использовать метод аналогии для расчета скорости усадки измеренной геометрии пластиковой детали в разных направлениях. Компенсировать влияние некоторых факторов, которые трудно учесть в теории.
* Разработанная пресс-форма для литья под давлением должна быть проста в изготовлении.
При проектировании пресс-формы для литья под давлением постарайтесь сделать ее простой в изготовлении и недорогой. Особенно для этих более сложных формованных деталей необходимо учитывать, следует ли использовать общие методы механической обработки или специальные методы обработки. Если используется специальный метод обработки, то как собирать после обработки, аналогичные проблемы необходимо учитывать и решать при проектировании пресс-формы, и в то же время следует учитывать ремонт пресс-формы после пробной пресс-формы и достаточный ремонт пресс-формы запас должен быть оставлен.
* Разработанная пресс-форма для литья под давлением должна быть эффективной, безопасной и надежной.
Это требование включает в себя многие аспекты конструкции пресс-формы для литья под давлением, такие как необходимость заполнения литниковой системы, закрытие модуля, хороший эффект регулировки температуры и гибкость и надежность механизма извлечения из формы.
* Детали пресс-формы для литья под давлением должны быть износостойкими и прочными.
Долговечность деталей пресс-формы влияет на срок службы всей пресс-формы. Следовательно, при конструировании таких деталей должны требоваться не только материал, метод обработки, термическая обработка и т. д., но и штифтовые детали, такие как толкатели, также легко заклинить. Изгиб, поломка и возникающие в результате отказы составляют большую часть отказов литьевых форм. По этой причине следует подумать о том, как удобно отрегулировать и заменить, но следует отметить, что срок службы деталей совместим с пресс-формой для литья под давлением.
* Структура формы для литья под давлением должна соответствовать характеристикам литья пластика.
При проектировании пресс-формы для литья под давлением вы должны полностью понимать характеристики литья используемого пластика и стараться соответствовать требованиям, что также является важной мерой для получения высококачественных пластиковых деталей.
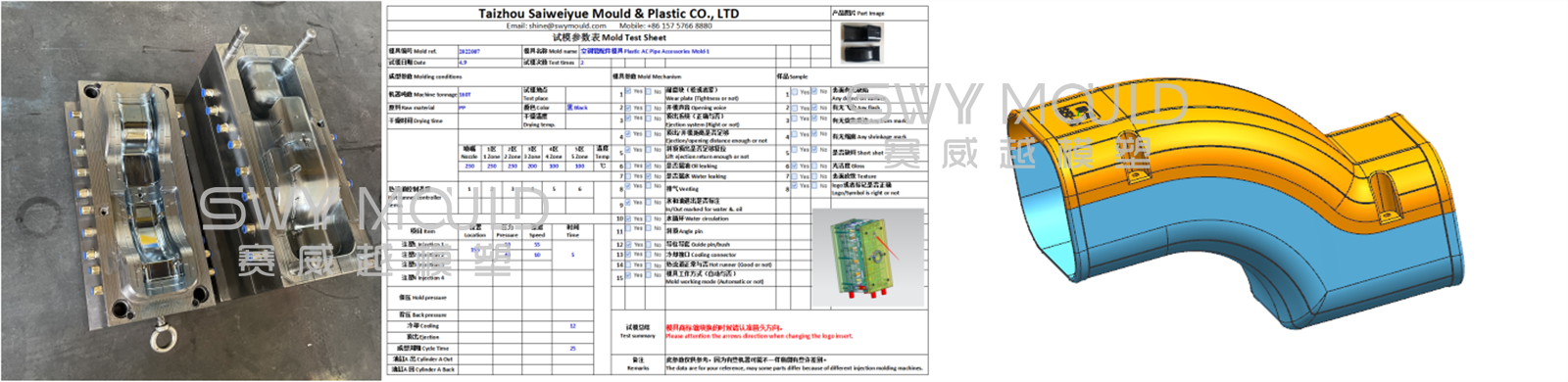
Контроль качества пресс-форм для литья пластмасс под давлением в SWY MOLD
1. Метод управления качеством пластиковых форм
Каждый процесс изготовления пластиковой формы должен строго соответствовать чертежам и требованиям процесса, обеспечивать заготовку пресс-формы для литья под давлением, слесарно-монтажную обработку, регулировку и подтверждение для завершения сборки пресс-формы в соответствии с положениями системы качества.
2. Методы контроля качества обработки
SWY MOLD обладает всесторонним пониманием пластиковых форм и деталей, обладает высокими навыками, чувством ответственности и инициативой. Каждый монитор будет направлять сложную заготовку перед обработкой в соответствии со сложностью работы и четко показывать персоналу, на какие ключевые моменты необходимо обратить внимание и сделать пометки. Только после подтверждения измерения каждого процесса заготовку пресс-формы можно передать в следующий процесс.
3. Обязанности каждого процесса
Работа обработки заключается в обработке формы в соответствии с требованиями чертежей.
При условии хорошей работы в этом процессе, чтобы обеспечить удобство для других процессов.
4. Обработайте ключевые проблемы качества и контрмеры в SWY
* Проблемные точки конструкции пресс-формы и контрмеры
* Проблема обработки пресс-форм с ЧПУ и меры по устранению
* EDM (электрическая искра) проблемная точка и контрмеры
* Проблемные точки резки проволоки и контрмеры
* Установщик проблемных точек и контрмер
Проверка и приемка литьевой формы
Чтобы пресс-форма для литья под давлением соответствовала стандарту, необходимо учитывать применимые правила и схему проектирования и обеспечивать ее срок службы. Когда он обычно завершен и введен в эксплуатацию, необходимо обеспечить качество спецификации пресс-формы с точки зрения качества продукта, структуры пресс-формы и правил процесса литья под давлением. С другой стороны, преобразование бытовой техники также привело к углубленному развитию индустрии пластиковых форм для бытовой техники. В настоящее время крупные и мелкие формы для литья под давлением привлекают все больше внимания со стороны предприятий. Он не намерен выдвигать более высокие требования и тесты для отечественной индустрии пластиковых форм. Итак, как принять форму для литья под давлением?
1. Поверхность изделия не должна иметь дефектов, нехватки материала, обгорания, побеления, заусенцев, пенообразования, растрескивания, запекания и образования складок.
2. Как правило, длина сварки кольцевого отверстия не должна превышать 5 мм, а длина сварки отверстия специальной формы должна быть менее 15 мм. Прочность сварки на сжатие можно проверить в соответствии с активным коэффициентом безопасности.
3. Внешний вид поверхности не должен быть складчатым. Как правило, плоскостность мелких изделий составляет менее 0,3 мм.
4. На внешнем виде не должно быть частиц воздуха или цветков материала, и, как правило, на поверхности формы не должно быть пузырьков.
5. Геометрическая фигура и точность спецификации изделия должны соответствовать положениям чертежа штампа или трехмерного документа. Размерный допуск частей вала отрицательный, а средняя толщина стенки обычно указывается для толщины стенки изделия. Неравномерная толщина стенки должна соответствовать требованиям, указанным в технических чертежах.
6. На поверхности крышки и нижней части корпуса не должно быть царапин. Имеются соответствующие отверстия, валы и поверхности, а также должны быть обеспечены соответствующие интервалы и правила применения. Содержимое заводской таблички пресс-формы заполнено. Заводская табличка также должна быть прикреплена к низу опалубки и опоре опалубки по опорному углу.
7. Охлаждающее сопло не должно выходить за пределы поверхности зародыша формы, а форма для литья под давлением должна изготавливаться и обрабатываться сверлом с низкой головкой. Диаметр отверстия в головке должен быть 25 мм, 30 мм и 35 мм соответственно, скругление отверстия трубы должно быть одинаковым, и должны быть признаки прохода, входа и выхода.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.