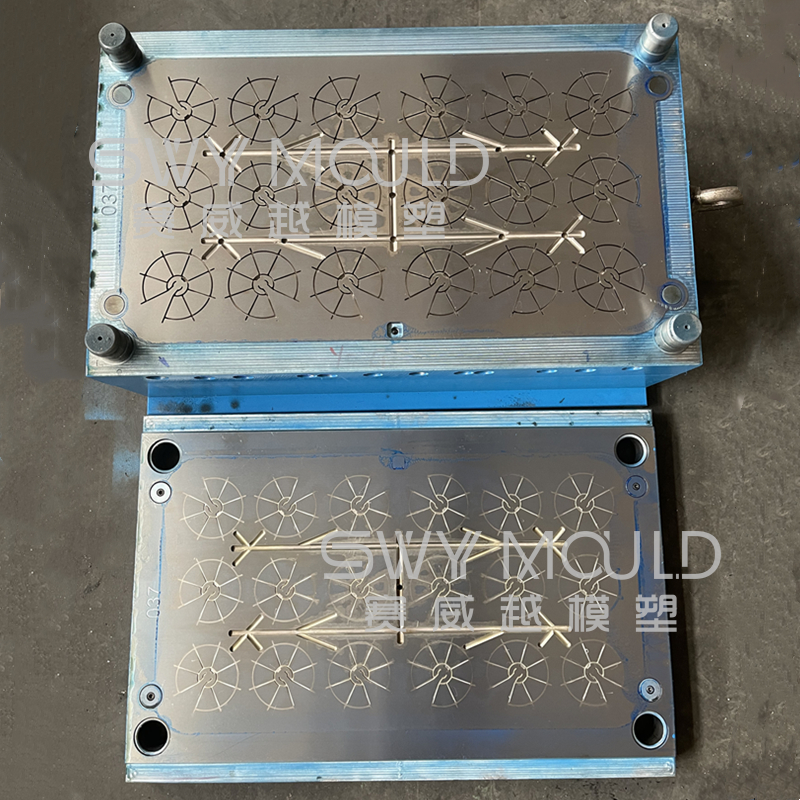
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Часть дюйма: 24-дюймовая крышка футляра
Материал детали: АБС-пластик
Полость: 1 * 4
Размер пресс-формы: 1100 * 750 * 700 мм
Вес формы: 3230 кг
Пробная машина: 800тонн
Система бегунов: холодный бегун
Косметическое лечение: текстура
Срок выполнения: 45 рабочих дней
На что следует обратить внимание при разработке пластиковой формы для телевизора.
1. Толщина стенки продукта
* Все виды пластмасс имеют определенный диапазон толщины стенок, обычно 0,5 ~ 4 мм. Если толщина стенки превышает 4 мм, время охлаждения будет слишком большим, и следует учитывать такие проблемы, как усадка. Следует изменить состав продукта.
* Неравномерная толщина стенки вызовет усадку поверхности.
* Неравномерная толщина стенки может привести к появлению стомы и сварных швов.
2. Усилить
* Разумное применение арматурных стержней может повысить жесткость продукта и уменьшить деформацию.
* Толщина ребра жесткости должна быть меньше или равна (0,5 ~ 0,7) Т толщины стенки изделия, в противном случае это приведет к усадке поверхности.
* Для усиления одиночный уклон должен быть больше 1,5 °, чтобы избежать травм.
3. Закругленные углы.
* Маленькие закругленные углы могут вызвать концентрацию напряжений в продукте, что приведет к растрескиванию продукта.
* Маленькие закругленные углы могут вызвать концентрацию напряжений в полости формы, что приведет к растрескиванию полости.
* Установите разумные круглые углы, а также улучшите технологию обработки формы, такую как полость формы, которую можно обрабатывать непосредственно с помощью ножа R, и избегайте низкоэффективной электрообработки.
* Различные закругленные углы могут вызвать движение линии разъема, их следует комбинировать с реальной ситуацией, чтобы выбрать разные закругленные углы или что является существенным для четкости Угол конструкции формы для литья под давлением основных элементов конструкции пресс-формы для литья под давлением.
4. Направление открытия штампа и линия разъема
* После подтверждения направления открытия формы, структура продукта должна соответствовать режиму привода, чтобы избежать вытягивания сердечника, чтобы уменьшить швейную нить и продлить срок службы матрицы.
* После настройки направления пресс-формы выберите соответствующую линию разъема, чтобы избежать обратного направления движения, чтобы улучшить внешний вид и производительность.
5. Проект
* Соответствующий угол выброса позволяет избежать вытягивания продукта (вытягивания цветов). Поверхность гладкой поверхности должна быть меньше 0,5 градуса, поверхность мелкой кожи (поверхность песка) больше 1 градуса, а поверхность шероховатой кожи больше 1,5 градуса.
* Соответствующий наклон демодуляции может предотвратить повреждение верхней части продукта, например, основные требования к конструкции верхней белой части, деформации верхней части и разрушения верхней части литьевой формы.
* Наклон поверхности, требования к конструкции продукта с глубокой полостью, насколько это возможно, больше, чем наклон внутренней поверхности, чтобы убедиться, что когда мы делаем стержень формы для литья под давлением, не смещается, получаем однородную толщину стенки продукта и гарантируем, что материал прочность открывающихся частей изделий.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.