ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Материал полости / сердечника: 1,2344, HRC48-52
Материал слайдера: 1.2344, HRC48-52
Обработка поверхности: SPI-B2
Система бегунов: горячеканальная, 1 открытый затвор INCOE
Время цикла: 32 с
Стандарт: стандарт DME
Отвинчивание привода: червячный
Механизм: зубчатый механизм
Резьбовые пластиковые детали обычно используются в производстве пластиковых труб. На трубе есть два типа резьбы: внешняя и внутренняя, также называемая наружной и внутренней резьбой. Внешняя резьба с низкой точностью часто выбрасывается с помощью механизма вытягивания бокового сердечника. Внутренняя резьба имеет две структуры: принудительное выталкивание и автоматическое откручивание.
Для этой формы резьба внутренняя, поэтому нам нужно рассмотреть конструкцию принудительного выброса или автоматического отвинчивания.
Три условия, которым должен соответствовать принудительный выброс
1. Мягкий клей, такой как ПВХ, ПП и ПЭ.
2. Профиль зуба круглый, а не прямоугольный, трапециевидный или треугольный.
3. Высота профиля зуба мала, и должна выполняться следующая формула: (резьба большого диаметра - резьба малого диаметра) / малый диаметр резьбы ≤ A. Размер A зависит от типа пластика. Вообще говоря, PP составляет 5%, PA - 9%, ABS - 8%, POM - 5%, LDPE - 21%, а HDPE - 6%.
Система выталкивания и механизм откручивания резьбы
Это самая сложная основная структура. Механизм автоматического удаления резьбы имеет структуру «сердечник с десятью цепными роликами с десятью звездочками и десятью резьбой». То есть двигатель приводит в движение роликовую цепь, а роликовая цепь приводит в движение звездочку.
Во время вращения резьбового сердечника ребро жесткости на внешней поверхности играет роль в остановке вращения. Пластиковая деталь будет двигаться вверх и от полости движущейся модели в осевом направлении. Наконец, штифт выталкивателя выталкивает байпас в системе затвора. Байпас соединяется с пластиковой частью через шибер, а пластиковая часть выталкивается из формы. Система выталкивания этой формы включает в себя штифт выталкивателя, фиксирующую пластину выталкивателя, опорную пластину выталкивателя, стержень сброса и пружину сброса.
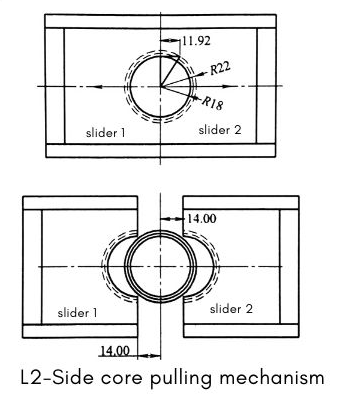
Конструкция механизма вытягивания бокового сердечника
Боковой механизм вытягивания стержня является вторым по величине механизмом стержня этого типа. Он принимает структуру «ползунок Huff + блок + угловой штифт + блокировочный блок + позиционирующий валик». Прижимной блок слайдера должен иметь мозаичную структуру, иначе его нельзя будет собрать.
Должен быть обеспечен достаточный ход ползуна, чтобы облегчить снятие формы. Как правило, ход ползунка добавляется с безопасным значением от 1 до 5 мм в зависимости от глубины боковой вогнутости и выпуклости. Угловой штифт и поворотные рычаги имеют меньшие значения безопасности. Другие типы имеют большее значение безопасности. Однако, когда в этой пресс-форме используется пресс-форма Хаффа (также известная как пресс-форма для зажима клапана) для формования пластиковых деталей, таких как внешние узоры или катушки катушек, боковое перемещение ползуна не может зависеть просто от глубины поднутрения, но также и от радиус стороны. В этом случае боковой ход S ползунка может быть получен способом рисования, показанным ниже:
Устройство системы контроля температуры
Система контроля температуры пресс-формы напрямую влияет на производительность труда пресс-формы и качество формования пластмассовых деталей. Исходя из того, что это не влияет на наполнение расплава, постарайтесь добиться как можно более быстрого и сбалансированного охлаждения. Подвижная сторона формы в основном охлаждается прямоточными трубами для охлаждающей воды. Неподвижная сторона формы в основном охлаждается по форме «колодец + водопровод».
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.