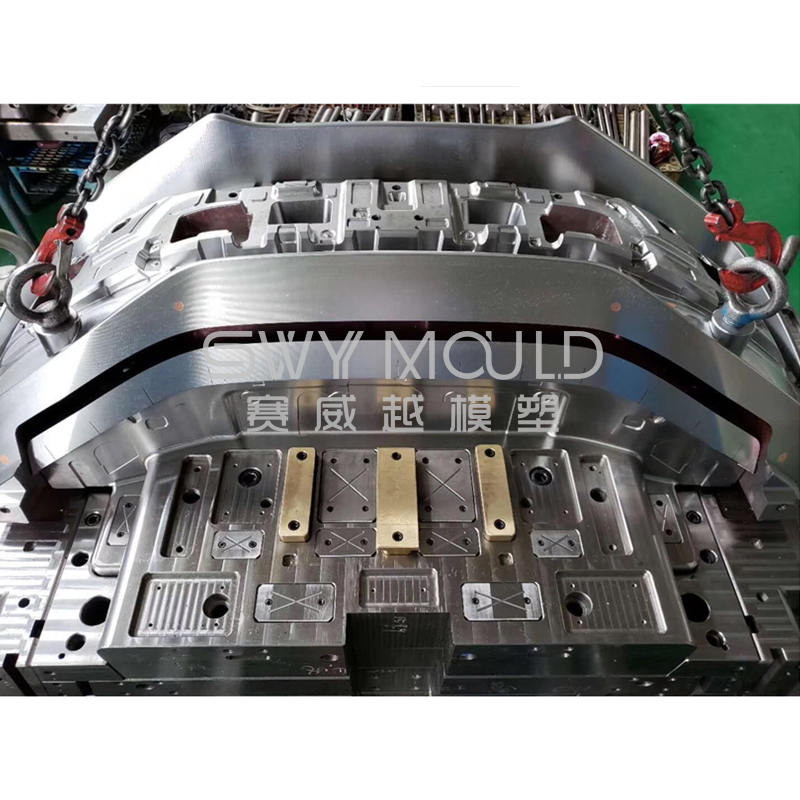
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.






Материал крышки: ПП
Сталь пресс-формы: P20H
Система литников: горячеканальный
Тип ворот: точечный затвор
Метод выброса: с помощью руки робота или автоматического падения
Тоннаж инжекционной машины: 320 тонн
Размер формы: 670 * 620 * 373 мм
Вес формы: 915 кг
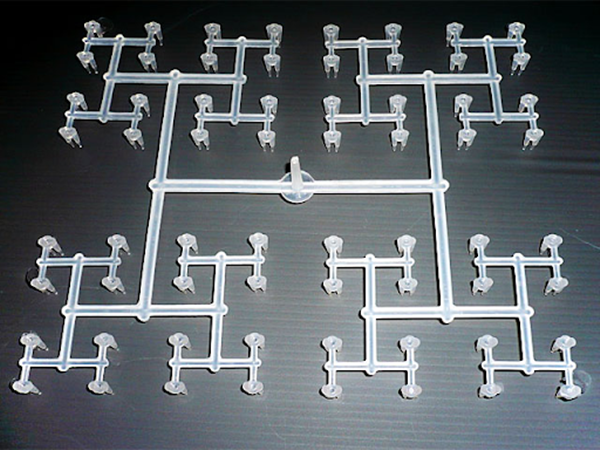
Литники в пластиковой форме для литья под давлением крышки сетчатой корзины
Литниковый канал - это канал, по которому расплавленный пластик попадает в форму. В частности, литник - это точка входа расплавленного пластика, вертикальный проход, по которому пластик затем проходит в желоба и затворы. В общем, вся сборка обычно известна как литник. Вся система хорошо видна при взгляде на части игрушечной модели. Фактические детали - это конечный продукт, производимый в полостях формы, а соединительный пластик - это то, что охлаждается внутри литника и направляющих. Всю эту конструкцию можно увидеть на пластиковой сборке ниже.

1. Литники и переработка
После того, как готовые детали будут освобождены от литника, вы можете остаться с довольно большим количеством пластиковых отходов. Это часто рассматривается как один из недостатков такого способа литья под давлением. Однако этот оставшийся литник не лишен применения. Его можно собрать, расплавить и переработать в пригодный для использования пластик, чтобы снова пройти процесс литья под давлением.
2. Горячие бегуны
Одна альтернатива обычным «холодным» литниковым и литниковым системам - горячие литники. Для горячих бегунов общий процесс такой же, но в этом случае пластик остается нагретым, так что он никогда не затвердевает внутри бегунов. Это позволяет значительно ускорить производство и избавляет от необходимости собирать и перерабатывать охлажденный пластик.
3. Втулки с горячим литником.
Горячие литниковые втулки - это нагретые втулки, которые удерживают пластик в расплавленном состоянии, который в противном случае превратился бы в твердый стержень. В отличие от горячих бегунов, эти втулки не поддерживают плавление бегунов или вспомогательных бегунов. Эти втулки с горячим литником помогают сократить таким образом отходы, а также немного сокращают время цикла, потому что литник часто охлаждается дольше всех. Этот процесс можно рассматривать как промежуточный этап между удобством холодных бегунов и эффективностью горячих бегунов.
4. Какой литник вам подходит?
Как и в случае с большинством других решений, конструкция литников, направляющих и ворот должна определяться производимым продуктом. Для изделий, изготовленных из АБС, обычного материала для литья под давлением, потребуются направляющие большего размера, чем для некоторых других материалов, таких как нейлон. Другие факторы, такие как размер и толщина продукта, также имеют большое влияние на дизайн ваших бегунов. В результате для больших полостей потребуются более крупные и более точные ворота, последний канал, через который пластик течет в форму.
Горячеканальная система в пластиковой форме для литья под давлением крышки сетчатой корзины
Горячеканальная система подает жидкий пластик в несколько полостей пресс-формы для создания пластмассового изделия. Это узел литья под давлением, в котором используется нагретый коллектор для поддержания пластика в расплавленном состоянии. Этот нагретый пластик выходит из сопла формовочной машины по внутренним каналам, называемым направляющими, и может быть доставлен непосредственно в несколько полостей одновременно.
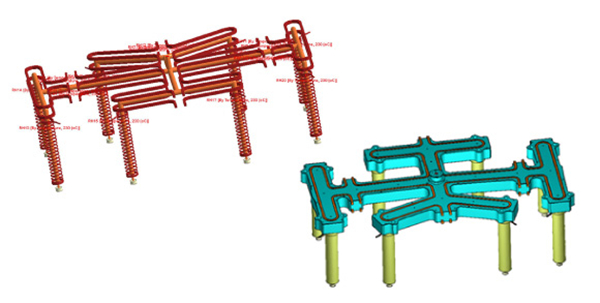
Система горячеканальной пресс-формы представляет собой сборку из множества различных частей:
* Коллектор, обычно обогреваемый электричеством
* Количество контроллеров, определяемое количеством точек впрыска
* Термостат для контроля нагрева коллектора
* Тарелка, на которой сидят бегуны. Этот компонент тоже нагревается
Различия между горячеканальной и холодной системой
Сегодня большая часть литья пластмасс под давлением выполняется одним из двух способов: горячеканальные системы или холодноканальные системы.
Хотя эти две системы различаются по многим параметрам, одно из ключевых различий между ними заключается в том, что горячеканальные системы могут впрыскивать пластик непосредственно в полость детали. Благодаря этому прямому впрыску литник и бегуны остаются горячими на протяжении всего процесса впрыска, поэтому единственный компонент, удаляемый в каждом цикле, - это сама деталь. Благодаря этому пресс-форма может быть снова запущена очень быстро. Эта функция делает продукты более красивыми, обеспечивая высокую детализацию и гладкие поверхности за счет гораздо меньшей точки впрыска. Увеличенное время цикла и уменьшение количества пластиковых отходов делают горячеканальные системы идеальными для крупносерийного производства.
Эти преимущества имеют некоторые недостатки. В общем, горячие бегуны дороже, чем холодные. Сама горячеканальная система больше и сложнее, что приводит к увеличению времени на установку и увеличению затрат на установку. Важно знать сильные и слабые стороны, присущие обеим системам, понимая, что другая система подойдет для ряда различных продуктов.
Холодные литники являются и уже давно являются наиболее часто используемой системой литников для литья пластмасс под давлением. Холодные направляющие впрыскивают пластик в литник, центральный канал, по которому пластик поступает в направляющие. Как следует из названия, пластик охлаждается в системе холодного бегунка. Он затвердевает в полостях, а также в литниках и направляющих. Излишки пластика необходимо охлаждать и удалять каждый цикл, что сокращает время цикла. Кроме того, пластмассовые изделия, изготовленные с использованием систем холодоснабжения, обычно имеют больше дефектов из-за более крупных точек входа пластика, называемых воротами.
Система литников и литников, используемых с холодными литниками для литья пластмасс под давлением
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.