ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.






Часть смолы: АБС
Сталь пресс-формы: H13
Полость формы: правая + левая
Основание пресс-формы: C45
Система ворот: центральные ворота
Тип литья: автоматическое падение
Время выполнения: 50 дней
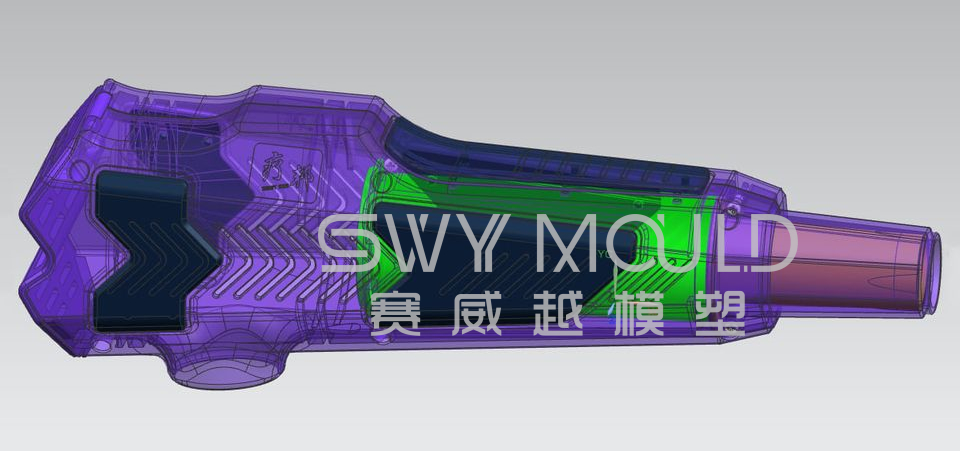
Процесс проектирования пресс-формы в SWY MOLD
Дизайн является ключевым фактором для успешного изготовления пресс-формы. Все инженеры-конструкторы и инженеры-сборщики SWY Mold прошли строгую профессиональную подготовку специалистов по проектированию пресс-форм. В процессе проектирования они проведут всесторонний анализ таких аспектов, как качество, стоимость и время для ваших форм и пластиковых изделий, чтобы гарантировать, что ваши продукты будут выведены на рынок с абсолютной компетентностью.
Чтобы обеспечить успешное изготовление пресс-форм, проектировщики проводят анализ потока пресс-формы, анализ структуры и анализ производительности каждого комплекта пресс-форм. Благодаря современному программному обеспечению для проектирования и точному оборудованию мы стремимся предоставлять клиентам самые ценные новые продукты. Мы можем предоставить клиентам различные отчеты об испытаниях пресс-форм и справочную информацию по изделиям для литья пластмасс под давлением. SWY Mold строго защищает интеллектуальные права клиентов и никогда не разглашает какую-либо информацию.
Услуги по изготовлению пластиковых форм в SWY MOLD
1. Дизайн продукта и пресс-формы
SWY MOLD будет работать с нашей опытной командой по исследованиям и разработкам для разработки и проектирования продуктов и пресс-форм в соответствии с требованиями заказчика. Это поможет нашим клиентам, разрабатывающим новые продукты, и сэкономить на стоимости новых проектов. Для получения дополнительной информации, пожалуйста, свяжитесь с нашим отделом продаж.
2. Анализ течения плесени
Мы проведем анализ потока пресс-формы в соответствии с требованиями заказчика, чтобы избежать каких-либо проблем в производстве пресс-форм.
3. Обработка пресс-форм
Обычно мы еженедельно обновляем отчет о ходе изготовления пластиковой формы для клиента. Мы немедленно свяжемся с вами, если есть более подробная информация.
4. Доставка пресс-форм
Мы предоставляем клиентам полные чертежи пресс-форм и запасные части перед доставкой. Стандартные запасные части можно найти в нашем списке и приобрести на вашем рынке.
6. Фото и видео
Мы будем хранить все видеоролики о работе с пресс-формами для вас в течение 1 года. Мы вышлем вам фотографии и видео, чтобы проверить или сослаться на ход пресс-формы.
7. Сервис и общение
От технического обмена на ранней стадии проекта до отслеживания в режиме реального времени на стадии производства проекта, а затем до послепродажной технической поддержки продукта, SWY MOLD всегда будет поддерживать с вами тесный контакт.
Дополнительные советы по нанесению покрытия на детали, изготовленные методом литья под давлением из пластика
Есть много-много советов и секретов по гальванике, которые узнаешь на протяжении многих лет. Возможно, вы слышали некоторые из них, но ниже приведены несколько ключевых указаний, о которых следует помнить. Они могут сэкономить вам много времени и усугубить ситуацию в будущем.
Избегайте использования хрома при формовании из поливинилхлорида (ПВХ). Хлорид — это компонент, используемый для удаления хрома со стали; поэтому хром будет медленно растворяться из-за газов, выделяемых хлоридом в ПВХ. Существует старая школа мысли, что хром лучше, чем никель. Не верьте в этом случае.
Политетрафторэтилен, или ПТФЭ, разрушается при температуре 550xF. Если вы используете литье, требующее температуры пресс-формы, превышающей этот уровень, избегайте ПТФЭ и используйте никель или хром. ПТФЭ, хотя и полезен для освобождения, сломается и отключит вас. Неплохо время от времени использовать различные комбинации покрытия. В зависимости от того, какую производительность вы требуете от своей пресс-формы, рассмотрите возможность использования более одного материала покрытия для оптимальной эффективности. Например, если вам требуется защита от истирания и коррозии, рекомендуется базовый слой из никеля (для защиты от коррозии) и верхний слой из твердого хрома (для защиты от истирания). Эти двое очень хорошо работают вместе.
Современные технологии позволяют нам умело и эффективно маскировать даже самые отдаленные области формы, чтобы можно было наносить покрытие очень локально. Селективное покрытие химическим никелем, например, является отличным способом корректировки размера на резьбовых сердечниках или направляющих для кольцевой резьбы. Это приложение подходит для поправок менее 0,004 дюйма на сторону. Нужна только защита от истирания? Выберите твердый хром с сильным блеском от 0,0004 до 0,0006 дюйма, особенно если вы используете стеклонаполненные материалы.
Если требуется защита от коррозии, отличным выбором будет покрытие никеля химическим способом размером от 0,0002 до 0,0004 дюйма. Если требуется защита от коррозии и освобождение, проверенной комбинацией является совместное нанесение химического никеля и ПТФЭ — 25 процентов по объему.
При выборе химического никеля для литья резины мы сталкивались с тем, что материалы, отвержденные серой, все еще не готовы к высвобождению, поэтому обычно требуется толстое верхнее покрытие из ПТФЭ.
Эффективное использование хрома — это регулировка или коррекция размера на вставках, полостях и сердечниках. Вы можете маскировать и выборочно наносить покрытие на детали до 0,020 дюйма, завершая их шлифованием или электроэрозионной обработкой.
Как всегда, при выборе листа нужно знать, из какой марки стали и из какого пластика будет производиться формовка. Сообщите эти детали своему опытному цеху гальванических покрытий, и, исходя из ваших требований к формованию, вы получите безупречную отделку своих формовочных поверхностей, сэкономив свое время и деньги и производя высококачественные детали, которых ожидает ваш клиент.
Трещины проблемы в процессе литья пластмасс под давлением
Трещины относятся к узким щелям или трещинам, возникающим на поверхности формованных пластиковых деталей, причины которых могут быть связаны с машиной для литья под давлением, пресс-формой, процессом или сырьем.
1. Машина для литья под давлением
В основном из-за недостаточной пластифицирующей способности, т.е. слишком низкой пластифицирующей способности, что приводит к неадекватной пластификации. Необходимо заменить на машину для литья под давлением с большей пластифицирующей способностью.
2. Плесень
* Плохая вентиляция приводит к образованию следов потока, что снижает прочность детали;
* Размер ворот слишком велик, из-за чего пластиковая деталь, изготовленная методом литья под давлением, находится под избыточным давлением; размер ворот следует уменьшить;
* Происходит утечка воды в полости или сердцевине – проверьте, нет ли мелких трещин;
* Пластиковая часть спроектирована слишком тонкой – необходимы ребра жесткости;
* Проверьте полость пресс-формы, чтобы убедиться, что стержень пресс-формы имеет достаточный угол наклона;
* Масло штифта выталкивателя растекается по поверхности полости пресс-формы – пресс-форму необходимо обслуживать и ремонтировать;
* Увеличьте диаметр штифта выталкивателя и уменьшите скорость выброса.
3. Процесс литья под давлением
* Отрегулируйте температуру материала ствола. Если температура слишком высока, материал разложится; если слишком низкий, не может быть гарантирована достаточная прочность сварки;
* Отрегулируйте давление впрыска. Поднимите температуру, чтобы обеспечить плавное заполнение формы и снизить вязкость; если давление слишком высокое, трещины будут вызваны внутренним напряжением, поэтому давление необходимо уменьшить;
* Уменьшите обратное давление перед формованием и скорость шнека, чтобы избежать разложения материала;
* Соответствующим образом увеличить скорость впрыска;
* Увеличьте время охлаждения. Если время охлаждения слишком короткое, достаточное затвердевание не может быть гарантировано, что приводит к трещинам или следам выталкивания.
4. Сырье
* Убедитесь, что сырье полностью высушено;
* Сырье загрязнено; выяснить причину и принять меры по борьбе;
* Добавлено чрезмерное количество переработанных материалов — определите правильную пропорцию переработанных материалов по результатам испытаний.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.