ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



Информация о товаре:
Материал детали: PS
Вес детали: 0,8 г
Размер детали: длина 90 мм
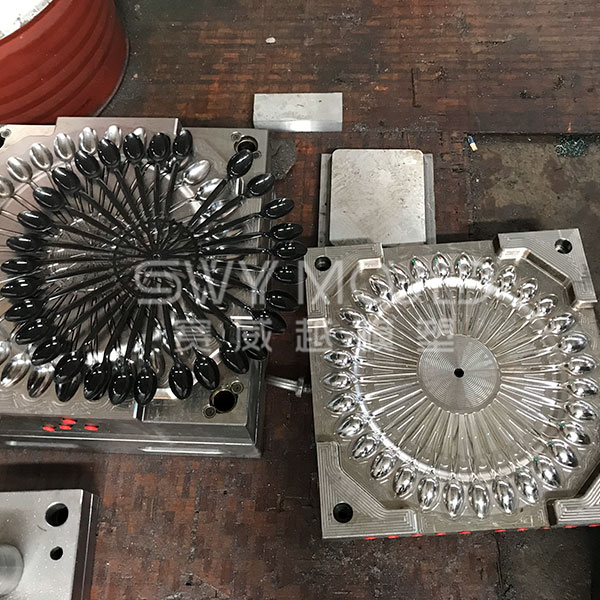
Информация о плесени:
Полости пресс-формы: 28 полостей
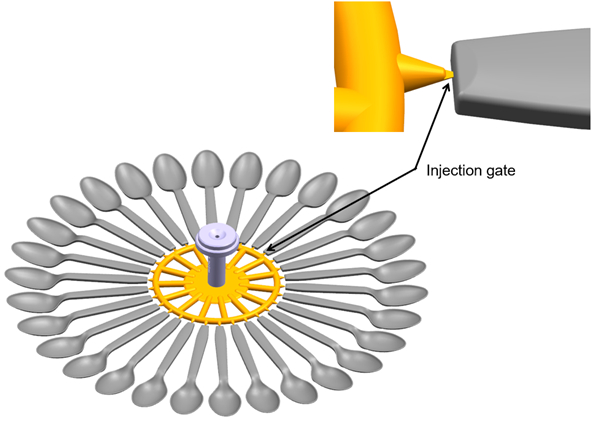
Система впрыска пресс-формы: горячеканальная система с 1 наконечником
Формовочная сталь: сталь S136 с твердостью HRC 45-48
Основание пресс-формы: 60 #
Подходящая машина для литья под давлением: 160T
Время цикла: 14 с
Работа: автоматическая резка ворот во время выброса
Просмотр формы SWY для тонкостенной пластиковой посуды
Время цикла пресс-формы для тонкостенной пластиковой посуды
Что касается времени цикла, то полный цикл: закрытие формы - впрыск - охлаждение (загрузка одновременно) - открытие формы - выброс - закрытие формы.
Обычно сухой цикл машины (открытая-выталкивающая-закрытая форма) занимает около 3 секунд, впрыск занимает около 2 секунд. время отдыха для охлаждения, ложка с 24 полостями, около 8-10 сек для охлаждения - это нормально.
Таким образом, обычное время цикла составляет 13-15 секунд.
Как сократить время цикла, это непростая работа, нам нужно обратить внимание на следующие моменты:
1. От пресс-формы конструкция системы охлаждения является ключевым моментом, максимальное охлаждение - это необходимость учитывать конструктор пресс-формы.
2. В то же время важны размер ворот и бегунка. Самая сложная зона охлаждения - это полозья и ворота. размер затвора следует регулировать до подходящего размера, чтобы обеспечить легкий впрыск, но не занимать много времени для охлаждения.
3. Помимо плесени, важны также условия охлаждения, чиллер обязательно необходим летом, в некоторых странах с высокими температурами. круглый год следует готовить хороший чиллер.
4. С машины 3-секундный цикл сушки является нормальным явлением. Если вы хотите сократить время цикла, вы можете обсудить с заводом-изготовителем машины, могут ли они сократить цикл сушки и время впрыска.
Выше представлен некоторый опыт, полученный SWY MOLD во время тестирования пресс-форм. Если у вас есть какие-либо комментарии или вопросы, обращайтесь к нам. а также добро пожаловать в SWY, давайте вместе найдем хорошее решение.
Конструкция ворот пресс-формы для тонкостенной пластиковой посуды
Расположение заслонки имеет значение с точки зрения того, как полимер течет в слепок пресс-формы. При выборе места для ворот необходимо учитывать и другие факторы, в том числе:
1. эстетические аспекты молдинга
2. Требования к дегазации отливки.
3. конструктивная сложность молдинга.
4. Требования к температуре пресс-формы
5. природа обрабатываемого полимера
6. объем полимера, подаваемого через затвор, и скорость подачи.
7. значение и положение производимых линий сварки.
8. возможные места и эффекты улавливания газа, возникающие в результате профиля заполнения.
После рассмотрения всех предыдущих пунктов должно быть очевидно, что расположение ворот должно быть определено относительно рано и до того, как начнется разработка проекта. Если вилка, ложка и нож должны подаваться обычным способом, то есть без горячего лотка, варианты расположения затвора дополнительно ограничиваются из-за ограничений конструкции пресс-формы с двумя пластинами. Ограничения существуют из-за необходимости иметь ворота в одной плоскости вокруг линии разделения пресс-формы. Когда возникают требования к воротам, выходящие за рамки конструкции с двумя пластинами, разработчик пресс-формы может выбрать формат дизайна пресс-формы с тремя пластинами или без направляющих, чтобы достичь желаемого положения ворот.
Материал, из которого изготовлена тонкостенная пластиковая посуда.
Формы для посуды широко используются в повседневном обиходе. Формы для ложек чаще всего используются в одноразовой посуде. Требования также относительно высоки. Поверхность должна быть глянцевой, поверхность разъема должна быть безупречной, не должно быть бликов, а поверхностный эффект должен быть хорошим. Долговечность, сталь - один из ключей. В процессе изготовления форм для столовых приборов обычно используются стали для форм P20 / 718 / S136 / H13 / NAK80 и т. Д. Сталь для форм 718 стала почти наиболее часто используемым материалом для полостей для пластиковых форм.
1. Предварительно закаленная пластиковая стальная пресс-форма
718H: используется для высокополированных и востребованных внутренних деталей пресс-форм, подходит для пластмасс PA, POM, PS, PE, PP, ABS, закаленных и обожженных до HB290 ~ 370
2. Коррозионностойкая сталь для формования зеркал.
S136: подходит для зеркальных форм, высокая кислотостойкость после закалки, подходит для пластиков PVC, PP, EP, PC, PMMA, компонентов оборудования пищевой промышленности, мягко отожженных до примерно HB 215 ~ 330 (можно упрочнить до примерно HRC52), обычно используется Для изготовления прозрачных форм для столовых приборов срок службы пресс-формы может достигать 200 Вт.
3. Высокая твердость и полировка зеркальной пластмассовой стали.
NAK80: высокая твердость, отличный зеркальный эффект, хорошая электроэрозионная обработка, отличные сварочные характеристики, подходит для электроэрозионных и полировальных форм.
4. Предварительно закаленная высококачественная пластиковая пресс-форма.
DIN1.2738: сталь с содержанием никеля, однородная твердость, хорошая резка, используется для пластиковых форм с высокими требованиями, особенно подходит для электроэрозионных операций, закалена и обожжена до HB 290 ~ 330
5. Предварительно закаленная коррозионно-стойкая зеркальная пресс-форма.
DIN1.2316: нержавеющая сталь с высоким содержанием хрома, предварительно закаленная, отличная коррозионная стойкость, хорошая полировка и резка, легкий достижимый зеркальный эффект. Подходит для форм для прозрачных и зеркальных изделий, после закалки и огня до HB 265 ~ 310.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.