ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
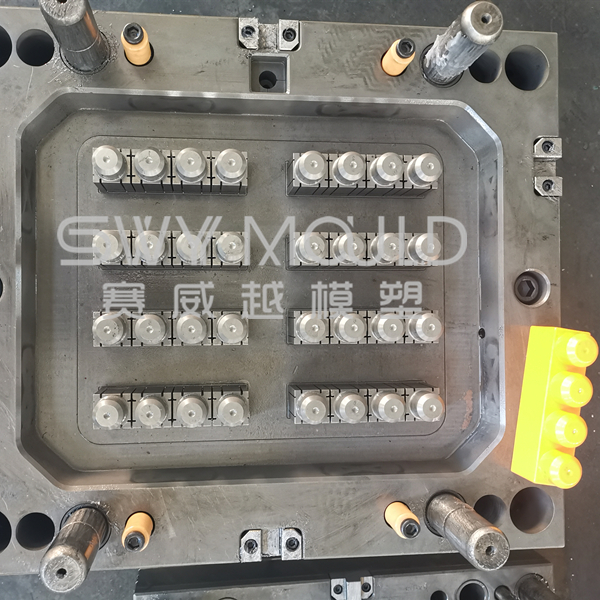
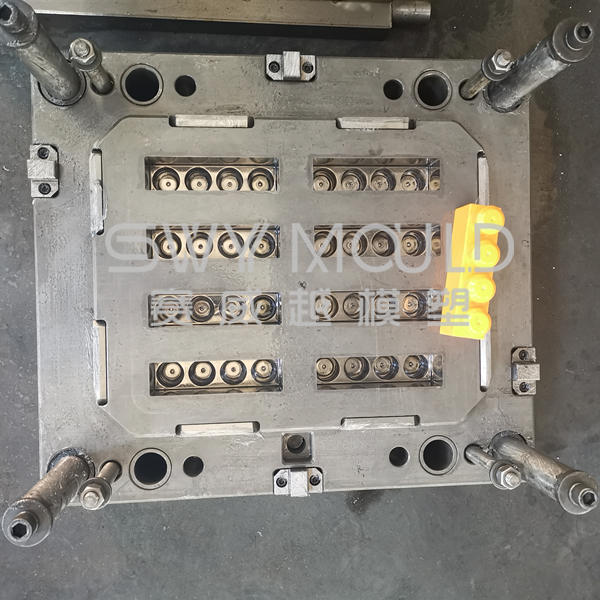

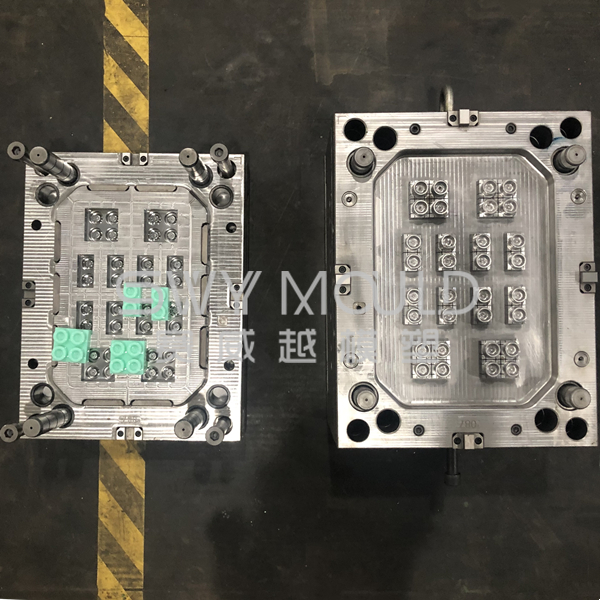
Название проекта: форма дочернего строительного блока
Сталь пресс-формы: P20
Основание пресс-формы: 45 #
Полость: в зависимости от размера образца и вместимости машины
Размер: по образцу
Режим формы: литье под давлением
Срок выполнения: 45 дней
Принцип изготовления игрушечных строительных блоков гладкий и не поцарапает детские руки. Так что полировка важна при изготовлении пресс-форм.
Распространенные методы полировки пресс-форм и как они работают
1. Механическая полировка
Механическая полировка - это метод, который удаляет выступающие части на поверхности заготовки путем резки или пластической деформации поверхности материала для получения гладкой поверхности, во время которого обычно используются масляные камни, шерстяные круги, наждачная бумага и т. Д., Выполняя ручное операций, и если требования к качеству поверхности высоки, будет применена сверхточная притирка и полировка. Для сверхточной притирки и полировки используется специальный шлифовальный инструмент, который, пропитанный полировальной жидкостью, содержащей абразивы, прижимается к обработанной поверхности заготовки для выполнения высокоскоростного вращения. С помощью этой технологии можно достичь шероховатости поверхности Ra0,008 мкм, которая представляет собой лучшую шероховатость поверхности среди различных методов полировки и обычно применяется для полировки форм для оптических линз. Механическая полировка - основной метод полировки формы.
2. Химическая полировка
Химическая полировка относится к процессу, при котором материал пропитывается химической средой, которая позволяет микровыступам на поверхности материала сначала растворяться до появления вмятин, получая таким образом гладкую поверхность. Этот метод может применяться для полировки деталей сложной формы и позволяет одновременно обрабатывать множество деталей для достижения высокой эффективности. Шероховатость поверхности, которую можно получить с помощью химической полировки, обычно составляет Ra10 мкм.
3. Электрополировка
Основной принцип электрополировки такой же, как и химической полировки, который заключается в выборочном растворении поверхности материала для создания гладкой поверхности. По сравнению с химической полировкой он может устранить влияние катодной реакции, что дает отличный эффект.
4. Ультразвуковая полировка
Ультразвуковая полировка - это метод, в котором часть инструмента для ультразвуковой вибрации используется для полировки хрупкого твердого материала с помощью абразивной суспензии. Заготовку замачивают в абразивной суспензии, а затем помещают в ультразвуковое поле вместе с суспензией, которая шлифует и полирует поверхность заготовки под действием ультразвуковых волн. Ультразвуковая обработка имеет небольшую макроскопическую силу, поэтому она не вызывает деформации заготовки, но затрудняет изготовление и установку инструмента.
5. Жидкая полировка
Жидкостная полировка основана на протекающей жидкости и содержащихся в ней абразивных частицах, которые разрушают поверхность заготовки в целях полировки. Гидродинамическое измельчение приводится в действие гидравликой, в которой среда в основном состоит из специального соединения (полимерного вещества), которое течет при более низком давлении и вводится в абразив, который может быть изготовлен из порошка карбида кремния.
6. Магнитное шлифование и полировка
Магнитное шлифование и полировка - это использование магнитных абразивов для формирования абразивной щетки под действием магнитного поля для шлифования заготовки. Этот метод отличается высокой эффективностью обработки, отличным качеством и простыми в управлении условиями обработки. При использовании подходящих абразивов шероховатость поверхности, которую можно получить этим методом, достигает Ra0,1 мкм.
7. EDM-ультразвуковая полировка
Чтобы повысить скорость полировки заготовки с шероховатостью поверхности Ra1,6 мкм или более, ультразвуковая волна комбинируется со специальным высокочастотным, узкоимпульсным источником питания с высокими пиковыми значениями для сложной полировки с ультразвуковой вибрацией. и электроимпульсная коррозия, одновременно действующая на поверхность заготовки для быстрого уменьшения шероховатости поверхности, что эффективно для полировки шероховатой поверхности формы после механической обработки путем резки, фрезерования, электроэрозионной обработки и резки проволокой.
Важные соображения при полировке формы
1. Перед тем, как приступить к обработке новой полости, сначала осмотрите поверхность заготовки, а затем очистите ее керосином, чтобы режущая способность масляного камня не работала неправильно из-за притяжения грязи.
2. При шлифовании шероховатой поверхности работа должна вестись от сложной части к легкой. Особенно для некоторых мертвых углов, которые трудно отшлифовать, сначала необходимо отшлифовать глубокое дно и, наконец, стороны и большую плоскую поверхность.
3. Некоторые детали могут состоять из нескольких компонентов, собранных вместе для шлифования. Перед шлифовкой и разглаживанием собранной заготовки необходимо отдельно отшлифовать шероховатую фактуру или рисунок EDM отдельной заготовки.
4. Для деталей с большой плоской поверхностью или боковой поверхностью используйте масляный камень для шлифования шероховатых линий, а затем используйте прямые стальные листы для проверки светопропускания, чтобы проверить, нет ли неровностей или подрезов. В таком случае будет сложно освободить деталь или она может быть повреждена.
5. Чтобы устранить подрезы, вызванные шлифовкой деталей пресс-формы, или в случае необходимости защиты некоторых соприкасающихся поверхностей, к кромке можно прикрепить пильное полотно или наждачную бумагу для получения идеального защитного эффекта.
6. Потяните вперед и назад, чтобы отшлифовать плоскую поверхность формы, и старайтесь держать ручку масляного камня как можно горизонтальнее. Не превышайте 25 °, потому что при слишком большом уклоне сила прикладывается сверху вниз, что может привести к образованию множества неровных линий на заготовке.
7. Когда поверхность заготовки полируется наждачной бумагой с медным или бамбуковым прессованием, наждачная бумага не должна быть больше, чем площадь инструмента, в противном случае части, которые не должны шлифоваться, будут отшлифованы.
8. Старайтесь не использовать шлифовальный станок для ремонта поверхности разъема, так как поверхность разъема, отполированная шлифовальной головкой, шероховатая с неровными волнами. При необходимости колесную головку необходимо зафиксировать концентрическим балансом.
9. Форма шлифовального инструмента должна быть близка к форме поверхности формы, чтобы гарантировать, что заготовка не деформируется при шлифовании.
Полировка пресс-формы во время изготовления пресс-формы - очень важный этап процесса, который тесно связан с качеством и сроком службы пресс-формы, а также определяет качество продукта. Понимание того, как работает полировка, освоение технологического процесса и выбор подходящего метода полировки, может улучшить качество, а также срок службы пресс-формы, тем самым улучшив качество конечного продукта.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.